January 10, 2020
One of the basic tenants of hot-rodding is finding ways to add more power. One popular way of doing that is by adding displacement. To do that there are two dimensions in an engine’s configuration which determine displacement: the engine’s bore and stroke.
At the risk of stating the obvious, the bore of the engine is the diameter of the cylinder (and the piston inside of it), while the stroke is the vertical distance the piston travels within the cylinder. There are lots of debates, both in real life and on the internet, about which dimension is worth more power.
Enter Jason Fenske of Engineering Explained. With his desire to explain how pretty much anything and everything automotive works, he’s taken on the subject. “If your goal is to create as much horsepower as possible, there are reasons why it is advantageous to go with a larger bore, relative to the length of stroke,” Fenske starts out. However, if your goal is to create an engine that is as efficient as possible, there are reasons to go with a longer stroke relative to the bore.”
In order to fully illustrate the differences, he has come up with some rather extreme examples on either end of the spectrum (more than boring a factory engine .040-inch over, or adding 0.5-inch of stroke).

Here, you can see the dimensions of the example cylinders used in all the calculations, all of which measure out to a 0.5-liter (30.5 ci) displacement. On the left is a cylinder larger than, but with the bore-stroke ratio of an F1 engine, A typical square cylinder found in many 2.0-liter I4 and 3.0L V6 engines, and an exaggerated long-stroke cylinder having the opposite bore-to-stroke ratio as an F1 engine.
“For the purposes of this discussion, we’ll discuss three cylinders all with the exact same displacement. All will have a half-liter displacement, and the middle of the road example will be square at 86mm (3.386 in.) bore and 86mm stroke. The 0.5-liter square cylinder is one that you will find in many roadgoing engines, especially 2.0-liter I4s and 3.0-liter V6s,” says Fenske
For the oversquare (bore larger than the stroke) engine example, Fenske has created a 117mm (4.606 in.) bore, 47mm (1.850 in.) stroke cylinder. “That puts the bore-to-stroke ratio similar to an F1 engine,” Fenske explains. “Typically, F1 cylinders wouldn’t be this large, but these dimensions keep the cylinders equal displacement for the example.”
For the undersquare (stroke larger than the bore), another cylinder of exaggerated dimensions was created, with a 63mm (2.480 in.) bore and 158mm (6.220 in.) stroke. This cylinder has a reverse bore-to-stroke ratio from that of an F1 engine,” says Fenske. “A 63mm bore with a 158mm stroke is far from anything you’d typically in a roadgoing car, but it will help illustrate the points.”
Making Horsepower
One thing to remember about horsepower, especially when chasing it, is that it is a calculated unit, and is essentially torque over time. “One of the critical things about horsepower is, how fast can you rev your engine,” says Fenske. “It is a function of torque multiplied by RPM, multiplied by 5,252 (assuming English units). If torque is held constant — which isn’t easy to do — horsepower is simply a function of RPM. If you can rev your engine higher, you can make more power, and that’s the ultimate goal.”
There are a lot of factors that determine maximum engine speed, but for the purposes of this hypothetical discussion, Fenske chooses to use piston speed as the ultimate limiting factor of potential hypothetical engine speed.
“By decreasing your stroke length, you’re able to increase your RPM limit. Automotive engines don’t typically exceed 25 meters-per-second. Once you exceed that limit, you start to run into issues. We can calculate average piston speed for the different examples fairly easily using the following equation:”

“If we know the piston speed, we can plug that in and then do some dividing and figure out maximum RPM based on stroke length,” explains Fenske. “For the oversquare cylinder, we get a maximum RPM of 16,000. For the square cylinder, it’s about 8,700 rpm, and for our undersquare cylinder, our limit is going to be about 4,700 rpm. Because the shorter stroke configuration can rev higher, it has more power strokes per second, and therefore makes more power.”
Fenske notes, that just because the engine configuration can rev to 8,700rpm without overspeeding the piston, doesn’t mean the engine will rev that high. There are other limiting factors besides piston speed.
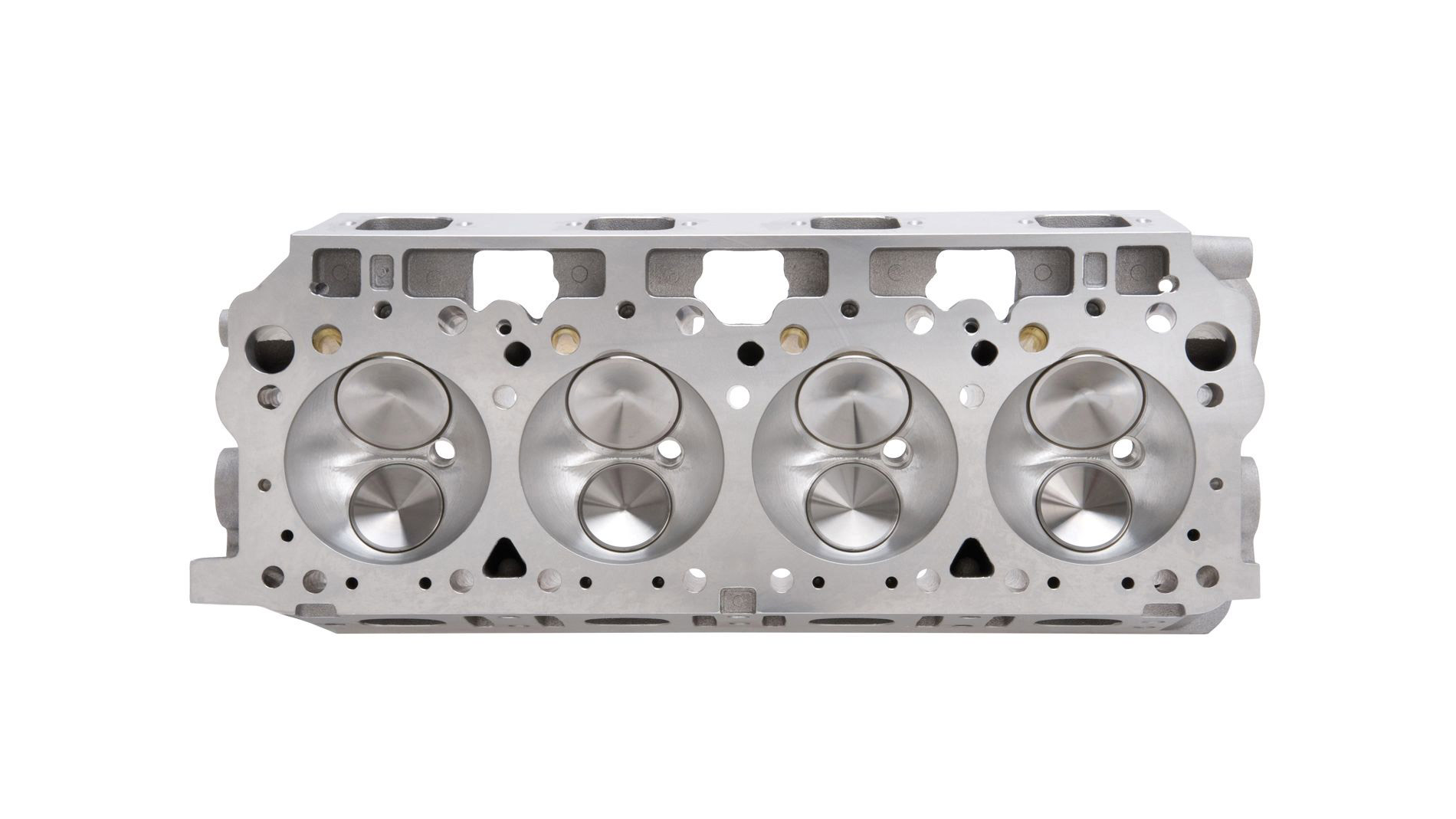
The second advantage of a big-bore setup is its physically-larger size. “This has to do with the size of your valves and how much airflow we can get through the engine,” says Fenske. By being able to fit physically larger valves, you are able to move more air into and out of the cylinder.
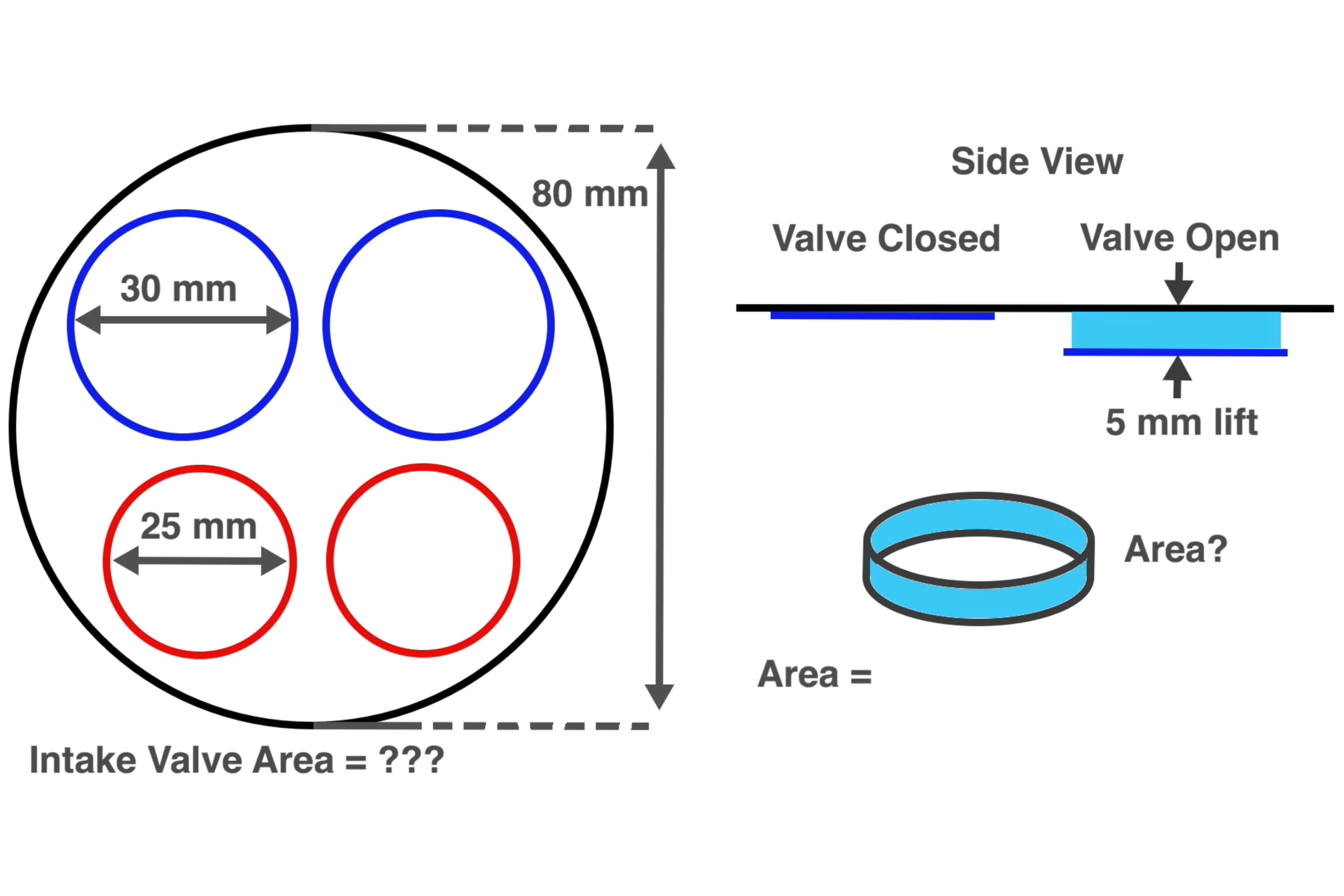
“Starting with an example of an 80mm-bore engine, we’ll say it has two 30mm intake valves and two 25mm exhaust valves. Using that example, we’ll scale it to our cylinder examples,” Fenske postulates.
“After scaling, the largest cylinder has two 44mm intake valves versus 24mm intake valves on the small-bore example, and the exhaust valves are 37mm on the large bore example, and 20mm on the smallest. Now, giving these exhaust valves the exact same amount of lift (5mm), the intake valve area of the largest example is about 25.2 square centimeters; he 86mm example is 18.6 sq-cm, and the 63mm bore, you get about 13.7 sq-cm.”
Obviously, being able to move almost twice the amount of air is an advantage for the larger bore in this example, but in practical applications, the difference between “small bore” and “big bore” is far less drastic. However, Fenske does bring up a good point in the video about the large valves and reduced volumetric efficiency at low-RPM, but that’s a rabbit hole for another day.

In addition to having a shorter stroke length and the associated theoretical higher RPM limit, the larger bore allows for larger valves to fit in the cylinder head, which in turn increased the engines maximum airflow potential.
Creating Efficiency
Sometimes, all-out horsepower isn’t the goal, and the goal is to have an efficient all-around performing engine, for say a street car. According to the general logic of mechanical engineering, the longer stroke provides that efficiency over a bigger bore.
“One of the reasons I’ve often heard for why long stroke engines are more efficient, is that the amount of surface area they have, relative to the volume inside of the cylinder I low, meaning there is less overall area to reject heat to, during combustion. That means more of that heat is turned into useful work pushing the piston down,” says Fenske.
“Calculating the surface area for our examples is easy enough, and we find that the oversquare engine has a surface area of 386 sq-cm, the square engine has a surface area of 349 sq-cm, and the long-stroke has a surface area of 378 sq-cm. So we see that as you move either direction away from a square engine design, you start to get more surface area.”
Those numbers may seem to not support the idea that the longer stroke is more efficient. However, Fenske points out the flaw in using the total swept area of the cylinder. “You have to factor in compression ratio and what the cylinder looks like at the time of combustion,” he explains.
“The undersquare cylinder is actually the closest to square (at the time of combustion) in this example. Running the numbers at the point of combustion, you see that the long-stroke cylinder has the least amount of surface area, and is now turning the most heat from combustion into usable work.”
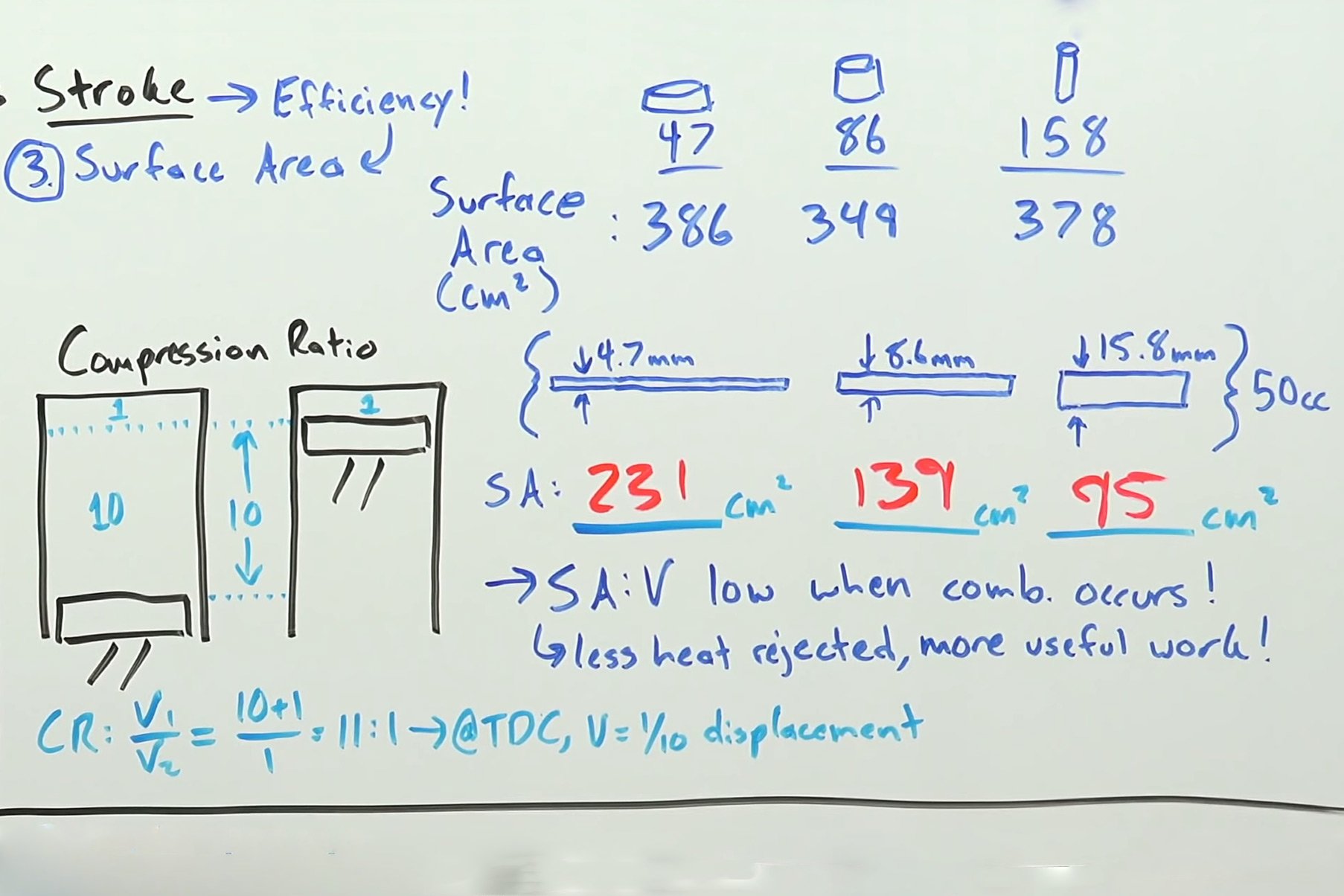
The numbers in the upper right (386, 349, and 378) show that total surface area increases the further you get from a “square” configuration. However, factoring in the shape of the cylinder when combustion occurs, (mid-lower right) shows that the long-stroke cylinder is actually the closest to square at the point of combustion, making it the more efficient design.
Tied into that is also burn duration, which, we’ll warn you, gets complex. “The logic here is that the quicker you can burn the air-fuel mixture, the more efficient of an engine you’ll have. The simple answer here as to why a small-bore, long-stroke engine burns the charge faster, is that the flame front has less distance to travel,” says Fenske.
“By the time the flame front has reached the cylinder wall of the oversquare engine, the piston has moved further down the bore that in the smaller-bore cylinder, and you get less efficient combustion.”
If you really want to dive into some of the heavy lifting on the burn-duration subject, jump to the 11:34 mark in the video, where Fenske talks about a study he found and explains the results they published. It’s interesting, for sure.
While these examples are more illustrative than practical, they do get the differences in bore and stroke across in broad strokes. Fenske does end the video with a disclaimer, saying, “There are of course exceptions to everything we’ve discussed. Just because an engine has a large bore, doesn’t mean that it can’t be efficient. Just because an engine has a long stroke doesn’t mean it can’t make a ton of horsepower. But if you isolate those variables individually, this is what you’ll see.”

The simple explanation of burn duration in the upper right corner shows that the flame front simply has less distance to travel for a complete burn. The illustration in the lower-left corner relates to the study Fenske came across from the Southwest Research Institute and is pretty interesting, if not deeper in the scientific weeds than we can get into here.
-- Regards, Barry Gilkes Max Torque Performance P: 1-246-2343235 http://maxtorqueperformance.com