

January 14, 2020
The whole idea behind building an engine is to capture as much air and the proper ratio of fuel in the combustion space as possible, squeeze it, light it off, and use the combustion to make pressure and power. One of the best ways to optimize that pressure is not to allow it to leak past the rings. This calls for not only a round cylinder but also one that offers the proper wall preparation in terms of a cross-hatch pattern and texture.
While this sounds simple, the execution of the process calls for some serious attention to detail. It doesn’t make much sense to invest thousands of dollars in trick pistons, rings, cylinder heads, valvetrain, and induction only to scrimp on cylinder-wall preparation. This installment of the EngineLabs Blueprint Series will introduce some current ideas you should seriously consider for your next performance engine build.
A Honed Edge
As a generic definition, the goal for a completed honed cylinder is to establish a perfectly round bore, sized to give the proper piston-to-wall clearance, with a given cross-hatch pattern and roughness. In addition to being perfectly round, the cylinder also needs to be perfectly straight in relation to the crankshaft.

QMP prefers to use its own custom-designed torque plates. Notice the fittings on these plates that, when connected, can circulate heated cutting oil through the plate when the block is honed at temperature. We did not choose this feature as it nearly quadruples the price of honing.
The honing process employs a honing stone of a certain grit applied with precise pressure and speed, to create the desired cross-hatch pattern. The pattern on the cylinder-wall allows the rings to seal after a short break-in period while retaining enough oil to lubricate the piston and ring package properly.
Accomplishing the proper hone is more difficult than it might appear. When racers first started experimenting with cylinder bore finishes, their early efforts were aimed at creating a near-polished surface. This turned out to be less than desirable.
Later experiments revealed that a more optimal surface finish has a few microscopic peaks combined with deeper valleys. This offers the opportunity to store sufficient oil in the valleys to lubricate the rings while still providing a smooth enough surface to seal the rings to the bore.
This approach created what was first called a plateau finish back in the 1980s. The idea was to create the surface through a process first using rough stones to create the deeper valleys, followed by progressively-finer stones, combined with reduced load on the stones to flatten the rough peaks of the surface while retaining sufficient valley depth to lubricate the rings.

This is QMP’s Sunnen SV-10 machine used to machine our Dart Sportsman iron block. Older hones use four stones. QMP’s SV-10 uses eight diamond cutting stones as opposed to more traditional abrasive stones.
Setting Things Straight
Some of the earliest advances in ring-sealing science occurred when engine builders discovered that the cylinder becomes significantly out-of-round when the head is torqued to the block. To recreate this distortion during the honing process, thick torque plates are bolted to the block. These plates have openings in them, allowing the hone to access the bores.
The next logical step in the development process was to circulate hot coolant and/or oil through the block and torque plates to bring the block up to operating temperature, which simulates the block’s thermal distortion in the real world. We’ll save the exact details on how much that process is worth for a subsequent story, but the improvements are significant.
Perhaps the most impactful advancement beyond torque plates for the street engine builder is the integration of computer numerical control (CNC) over honing machines. Our recent experience with a Sunnen V-10 machine at our local machine shop revealed just how sophisticated this process has become. These advanced digital machines can now measure the actual concentricity and straightness of the cylinder DURING the honing process.
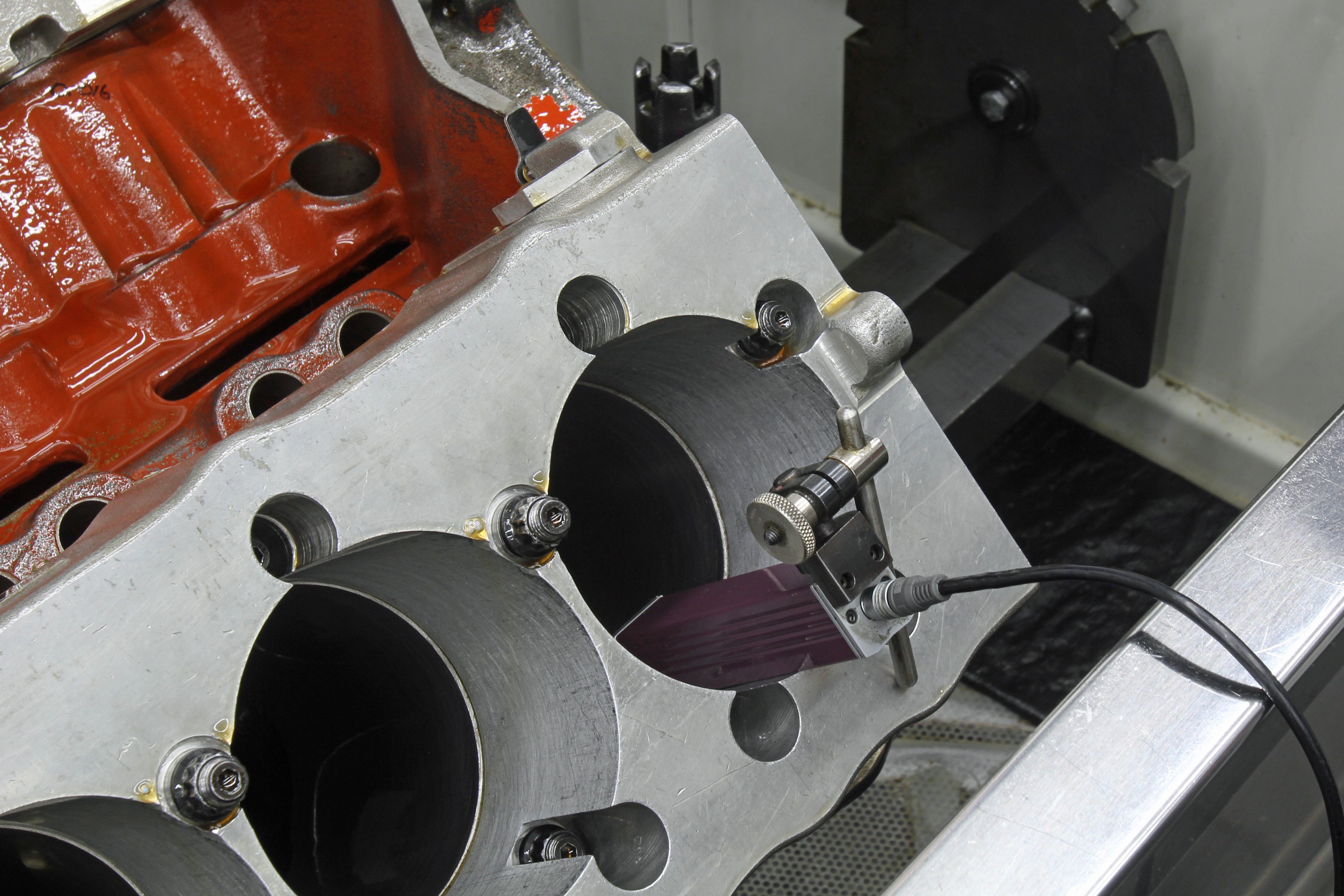
Lagman built a fixture to mount the Mitutoyo profilometer to the block. This puts the profilometer in the same place every time to make measurements more consistent. This simple-looking device is what delivers the micro-inch readings to the computer, but it costs more than $2,300.
One aspect of cylinder honing often overlooked is how much the cylinder bore distorts — just from the action of the hone itself. It’s common to demonstrate bore straightness by using a dial bore indicator at various depths within the bore. While these measurements are accurate, they do not indicate whether the bore is vertically straight because each is a single point measurement.
A Different Kind of Stack of Dimes
An example of this is our photo of a stack of dimes. Let’s assume for a moment that this stack represents a cylinder of a given depth and each of these dimes is precisely the same diameter to 0.0001-inch. Let’s also assume that a dial bore measurement is performed on each individual dime. If the stack is offset as shown in the photo, the bore will measure the proper size at each particular measuring point, but in reality, it is closer to an “S” shape.

Imagine this stack of dimes represents an exaggerated view of a cylinder wall. If we use a dial-bore gauge to measure the bore at a point represented by one dime and all the dimes are the same diameter, the bore might appear straight. But, this stack would indicate that the bore is anything but “straight”.
The latest digital honing machines from Sunnen, Rottler, and others will display the bore straightness as the hone is operating. Watching this can be a bit disconcerting as you see how much distortion really exists. These are expressed in shapes like a triangle (too small at the top or too large at the bottom), a barrel (too wide in the middle), or variations such as an hourglass or parallelogram. The machinist’s job is to minimize these distortions to create a truly “straight” bore.
This might also be a good place to mention that much of what we will discuss here is aimed at higher-end performance engines. This is not to infer that machine shops using older manual honing machines are not capable of doing quality work. Often, these shops are staffed with machinists having decades of experience honing blocks, who can deliver a high-quality finish-honed block that is as straight and round as they can make it, and with an excellent finish to boot.

QMP’s digital SV-10 hone offers this real-time display of the bore shape. This is one cylinder in our block that displayed three separate bands where the bore was not concentric. The machine automatically compensates with load and position to bring the bore into concentricity top to bottom. It really is impressive to watch this happen.
Stylin’ and Profilin’
Taking the above concepts one step further, there is no replacement for being able to measure the results of a honing process beyond just bore size and straightness. Among the more significant advances in cylinder honing is a highly specialized tool called a profilometer.
This is a precision measuring device that can quickly evaluate the surface roughness of a cross-hatch pattern. The tool precisely measures the surface texture of the bore, and an end-user now has a highly accurate evaluation of the cylinder’s honing process. So, let’s get into a short explanation of these evaluations.
These descriptions come from the American Society of Mechanical Engineers (ASME), but rather than get bogged down in molasses-in-winter math, we will give you the abbreviated Cliff’s Notes versions of these evaluations. The measurements we will work with most are Ra, Rk, Rpk, Rvk, and the Mean Line.
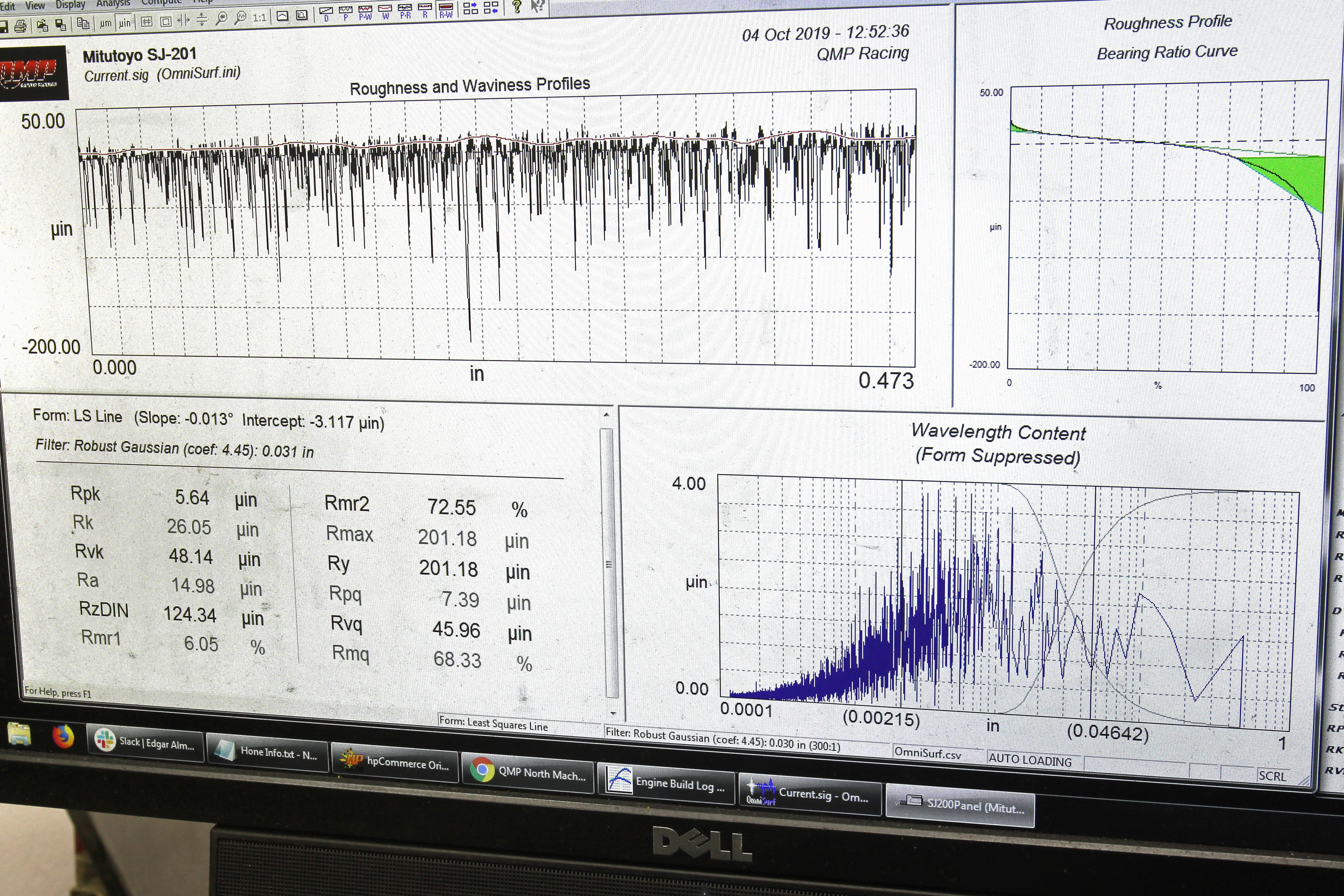
This is the report screen from QMP’s Mitutoyo profilometer after honing was complete. The jagged line in the upper left is the overall profile that reveals the peaks (Rpk) and valleys (Rvk). In the lower-left area is the numerical report. If you think this looks complex — you would be correct!
Micro-Millions: Measuring Surface Roughness
All numbers used in conjunction with these descriptions are expressed in micro-inches (abbreviated “µin”), which is one-millionth of an inch (0.000001-inch). As an example, if the Ra for a cylinder wall was 15 micro-inches, it would be expressed as 15 µin (0.000015-inch).
There are several other values that take the express elevator farther down the rabbit hole than we prefer to go, so we’ll limit our discussion to the four values that revolve around the mean line. Keith Jones of Total Seal helped us with these descriptions to make sure we got this correct.
“Ra” is used to describe the overall average roughness of a cylinder wall. Ra is so generic that it has little useful application for cylinder walls. More helpful is the “Rk” number, which is the core roughness of the surface above what is called the “M line.” The M line is the mean, or the arithmetically-created middle line between the peaks and valleys, which is used as the baseline for measuring all of the following descriptions.
The Rk, or core roughness depth, is the description of the surface that will support the majority of the load. Think of this as the roughness of the base of the cylinder wall that the ring will slide across.
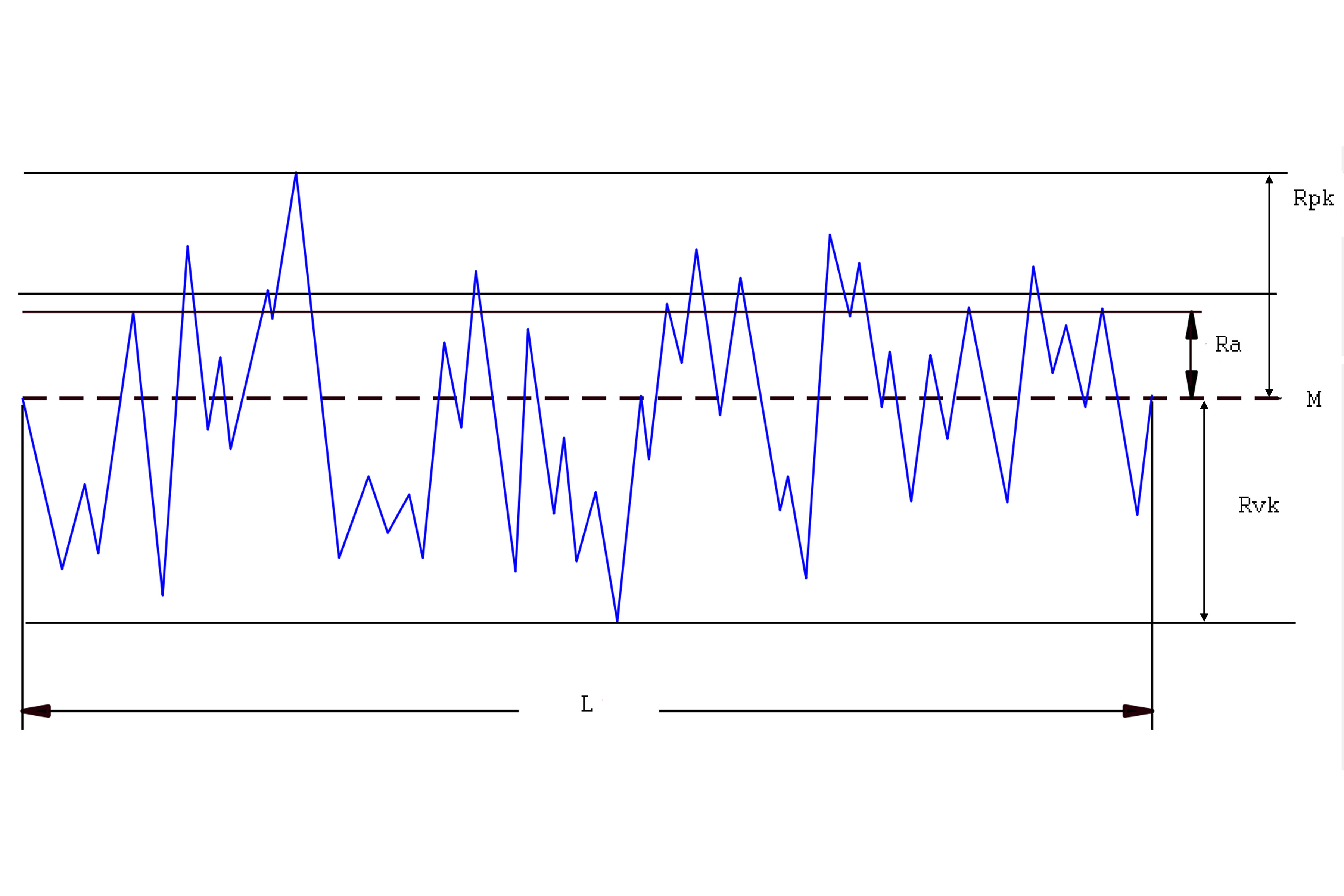
This drawing illustrates the relationship of Ra, Rvk, and Rpk to the M-Line over a given linear distance (L).
“Rpk” is the reduced-average roughness of the peaks created by the honing process. The Rpk numbers protrude above the Rk core surface This number indicates the average peak heights, which will wear down as the rings slide up and down the bore during the break-in period. A larger number indicates taller peaks while a lower indicates shorter peaks.
As you can probably guess, the “Rvk” number represents the reduced-average valley depth within a given lateral distance. These valleys extend below the Rk surface. A higher Rvk number — also expressed in µin — is equivalent to deeper valleys where more oil will be located. A good machinist will use a profilometer to measure the surface texture of his cylinder wall and adjust the roughness of the honing stones, the speed of his machine, and the load applied to the stones to achieve the desired surface finish.
Total Seal Honing Recommendations
| General Purpose | High End | Big Boost | |
| Rpk | 8-12 | 7-10 | 10-15 |
| Rk | 30-35 | 18-22 | 35-40 |
| Rvk | 40-45 | 28-32 | 50 |
*All numbers expressed in µin
From Theoretical to Practical
None of this information means much unless we can offer some examples. Several variables affect the desired numbers, starting with the hardness of the cylinder wall. Later model blocks like GM’s LS engines and most aftermarket blocks are cast from much harder iron than the engine blocks from the 1960s.
Another huge variable is how the engine will be used. Total Seal has chosen to identify three basic performance categories. Street engines would likely fall under Total Seal’s “General Purpose” class. Next would be Total Seal’s “High-End” classification, encompassing normally-aspirated competition engines. The top tier is nitrous and supercharged applications which Total Seal calls “Big Boost” applications.
We’ll offer some simple numbers for a given street engine. We’ve listed Total Seal’s honing recommendations in the included chart using the above three categories. Perhaps the best thing to take away from this is that creating the proper honing numbers for the appropriate rings depends largely on the way the engine will be used. One size, or in this case one honing plan, does not fit all.

In terms of engine break-in, higher-quality rings like Total Seal’s Advanced Profile (AP) rings are lapped to an optimal surface and, therefore, are literally already broken in. Because of this, the cylinder wall Rpk numbers can be reduced because the taller peaks are not required to help seat the rings. By the time the engine starts and runs for a few moments the rings are “broken in,”
We recently delivered a Dart Sportsman iron Chevy block to Brad Lagman at Quarter-Mile Performance (QMP) in Chatsworth, California to apply the final hone for an upcoming Total Seal ring test. Since the testing will include a set of ultra-thin AP CrN-faced rings, Lagman set up our block on his Sunnen SV-10 diamond-hone machine to address the cylinder walls.
If we compare the numbers generated from QMP’s profilometer on this block to the Total Seal numbers for a modern SV-10 Sunnen machine, we can see that Lagman did a really great job on the block. Our Rpk numbers are just slightly smoother than Total Seal’s General Purpose numbers while the Rvk values are slightly on the deep side of the General Purpose numbers.
QMP Dart Block Final Hone Results
| Micro-Inches | |
| Rpk | 5.6 |
| Rk | 26 |
| Rvk | 48 |
This will place slightly more oil in the valleys, which should offer excellent lubrication to the rings while not creating a situation where oil usage might be a problem. The Rk numbers fall almost halfway between Total Seal’s “General Purpose” and “High End” values.
Looking at the Rk numbers more closely, our final number is lower, making it slightly smoother than the General Purpose numbers. This should improve the ring seal and help to minimize friction.
There’s far more to this subject than the introductory amount we’ve covered here, and we’ll save some information for a more in-depth story. In the future, we’ll look at specific honing techniques and other fascinating aspects of the process, such as what happens to a cylinder bore when the block is heated.
Everybody knows that ring seal is essential, but these highly specialized profilometer measurements become increasingly critical to properly sealing the rings to the cylinder wall in high-performance, high-cylinder-pressure applications. This is all part of what it takes to hone a block for a performance engine properly.

Older machines like this Sunnen CV-616 analog hone can still produce excellent results at the hands of a qualified and experienced operator.