APRIL 20, 2023
Research has proven how critical piston rings are to internal combustion engines. The rings are the primary source of friction inside the engine, which we know causes a loss of power and increases heat. But, for the pressure of compression and, to a greater extent, the expansion created by ignition when the air/fuel mixture burns and creates peak cylinder pressure, the rings are what keep that goodness sealed up atop the piston. It’s a high-stress environment and the piston ring is dealing with an extreme compromise.
On one hand, we want the ring to seal completely and contain all of the energy and pressure up in the combustion chamber where it belongs. This way, it can use its pressure to force the piston down the bore and turn the crankshaft with maximum potential power. On the other hand, we want to minimize the friction between the piston ring and the cylinder wall, so we don’t waste any of that precious power we just created to overcome frictional losses. What can we do to minimize this compromise?
First, we can make the piston rings as thin as possible. This minimizes their “footprint” on the cylinder wall so friction is lessened. We want to make the ring as thin as possible while making sure it still can seal effectively. We can run a thinner ring if we know it has sufficient pressure to hold it firmly against the cylinder wall.

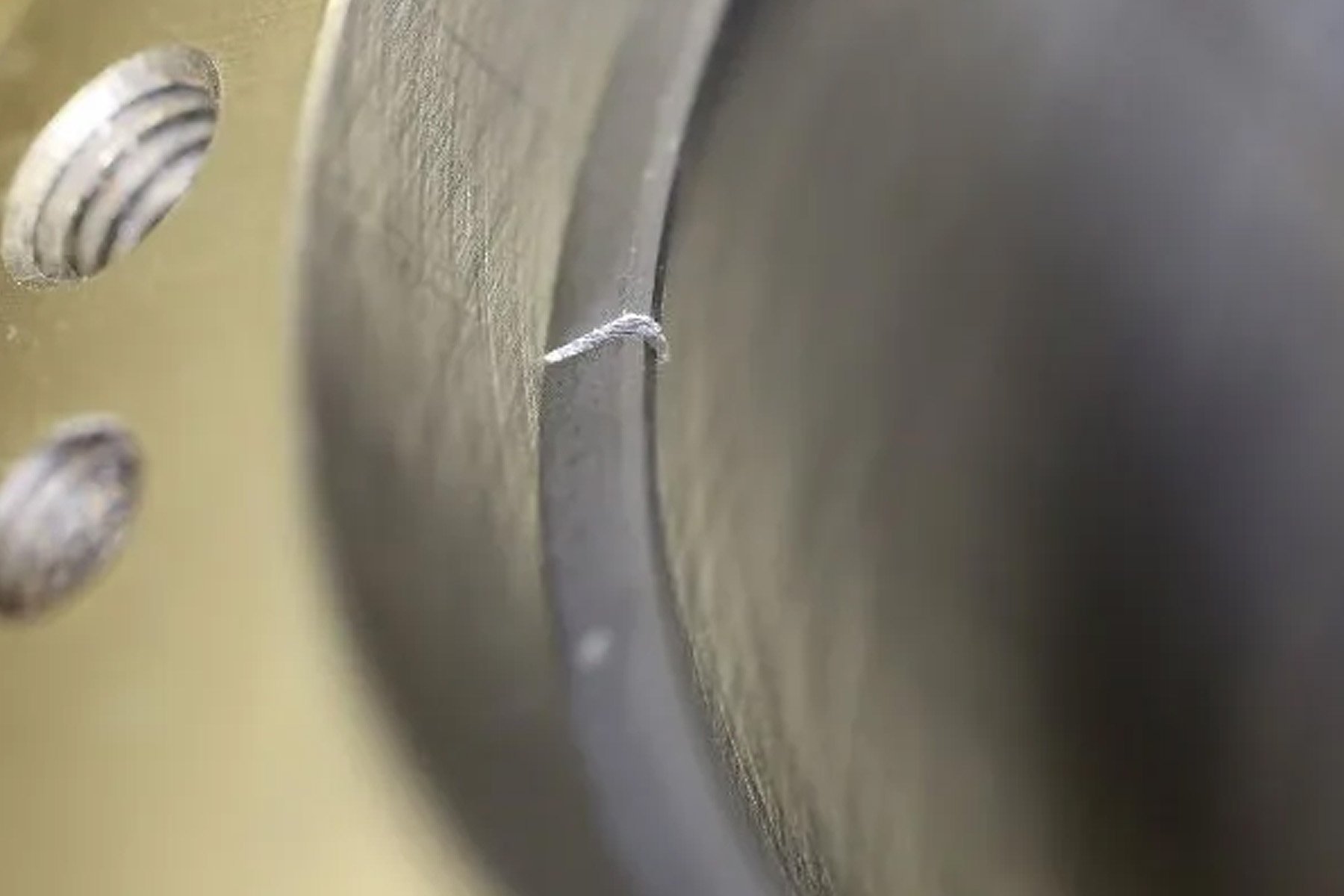
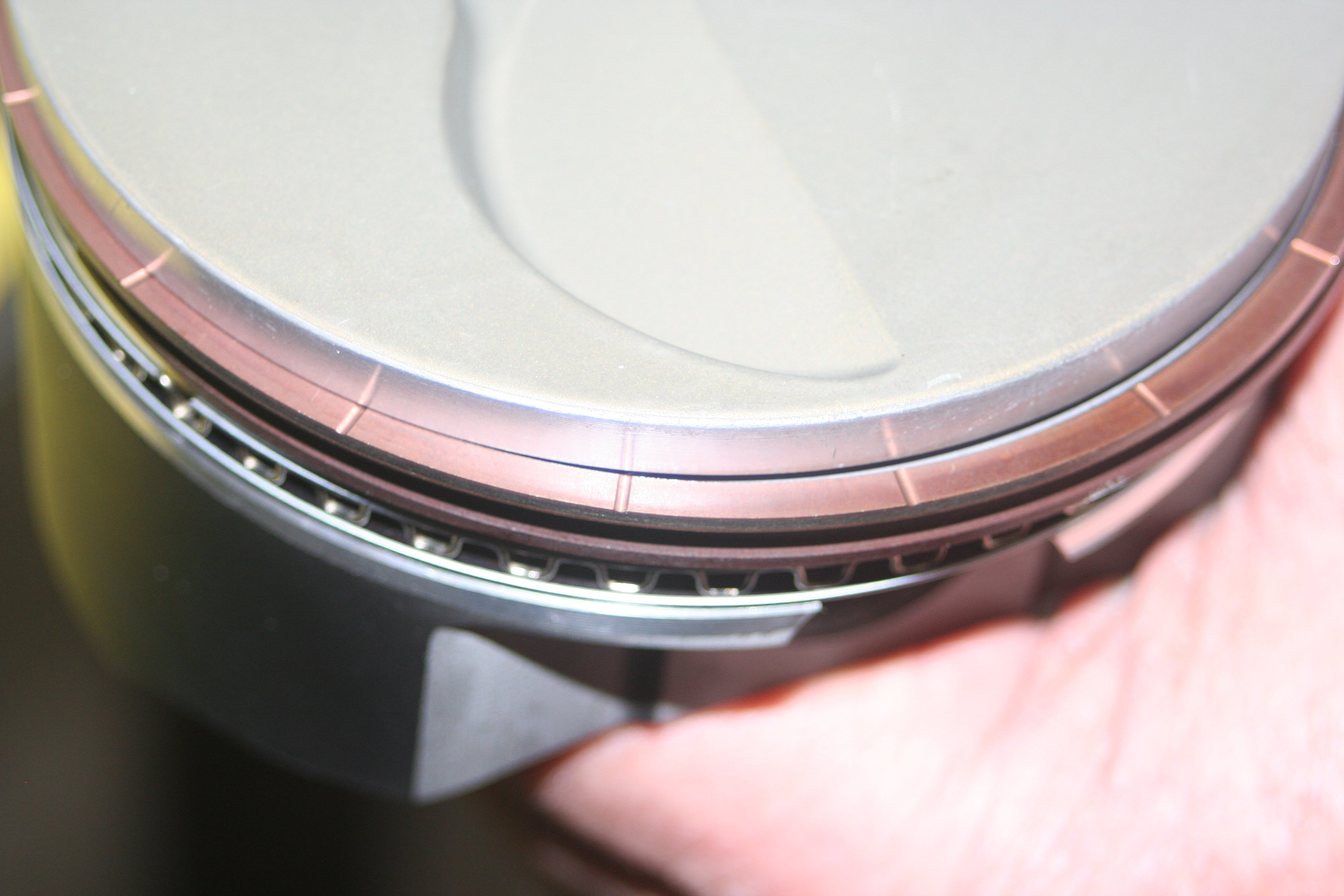
The lateral grooves machined into the top face of the piston ring allow combustion gasses to make their way behind the top ring, and exert force outward on the ring, making for a better seal, with no holes drilled in the pistons themselves.
Using Combustion Pressure To Seal
Creative engineers discovered that they could borrow a little cylinder pressure from the engine to assist the rings in sealing to the bore by drilling small holes down through the top of the piston to the space behind the ring — this is called gas-porting a piston. This way, the ring seal would improve dramatically when cylinder pressure was high, but the tension would drop when that cylinder pressure was no longer present (at the bottom of the power stroke) and ring resistance against the cylinder bore wall could be minimized on the exhaust stroke. This gas porting has been a proven upgrade for decades.
This is a very common modification on race-only engines that get rebuilt often, but because the holes drilled through the deck of the piston are so small, they get clogged up quickly in street engines where more carbon is present and rebuilds are infrequent. Luckily, the team at Total Seal wasn’t content to leave the idea alone. They realized how a top ring could be given “ports” itself, allowing cylinder pressure to come in behind it from the top and accomplish the same thing as the drilled holes. But, would gas-ported piston rings remain strong enough not to twist? Could it still seal effectively against the cylinder wall with less mass, being a lighter-weight ring?
Total Seal can gas-port almost any ring in their catalog, except gas-nitrided rings. So whatever you’re running for a piston ring, there’s a gas-ported ring to fit it.
After some research and experimenting, the answers were both yes. We learned that Total Seal not only offers gas-ported piston rings in standard sizes, but can retrofit thinner rings to standard pistons through the use of a special shim in the ring groove to space the ring correctly and support it, and that the rings themselves were carefully crafted to survive long-term in this angry environment with their special task at hand.
We spoke with Keith Jones at Total Seal, and he shared with us how it’s done.“We have groove spacers to reduce the axial height, which means we can put a nice thin ring in a thick groove. We make these spacers in .016-inch, .030-inch, and .046-inch heights. But not in all bore sizes. As far as the shim to fill in the back clearance behind the ring, we offer .035-inch x .014-inch (axial and radial), .055-inch x .016-inch, and .070-inch x .014-inch, depending upon the height of the ring groove. Ideally, one wants about .005-inch-.010-inch back clearance behind the ported ring. This small amount of space gas-loads quickly, and reduces excess crevice volume, which can affect ring seal,” Jones explains.


By using spacers for both the radial and axial widths, a much thinner ring can be utilized in a piston with traditionally sized ring grooves.
“We can gas-port about any ring except a gas nitride part, so the coatings can be about anything from Molybdenum, to hard chrome, to a wide range of PVD coatings. Pretty much whatever the customer might want for a gas-ported ring, we can deliver it.”
Gas-Ported Piston Rings — All Of The Benefits, None Of The Drawbacks
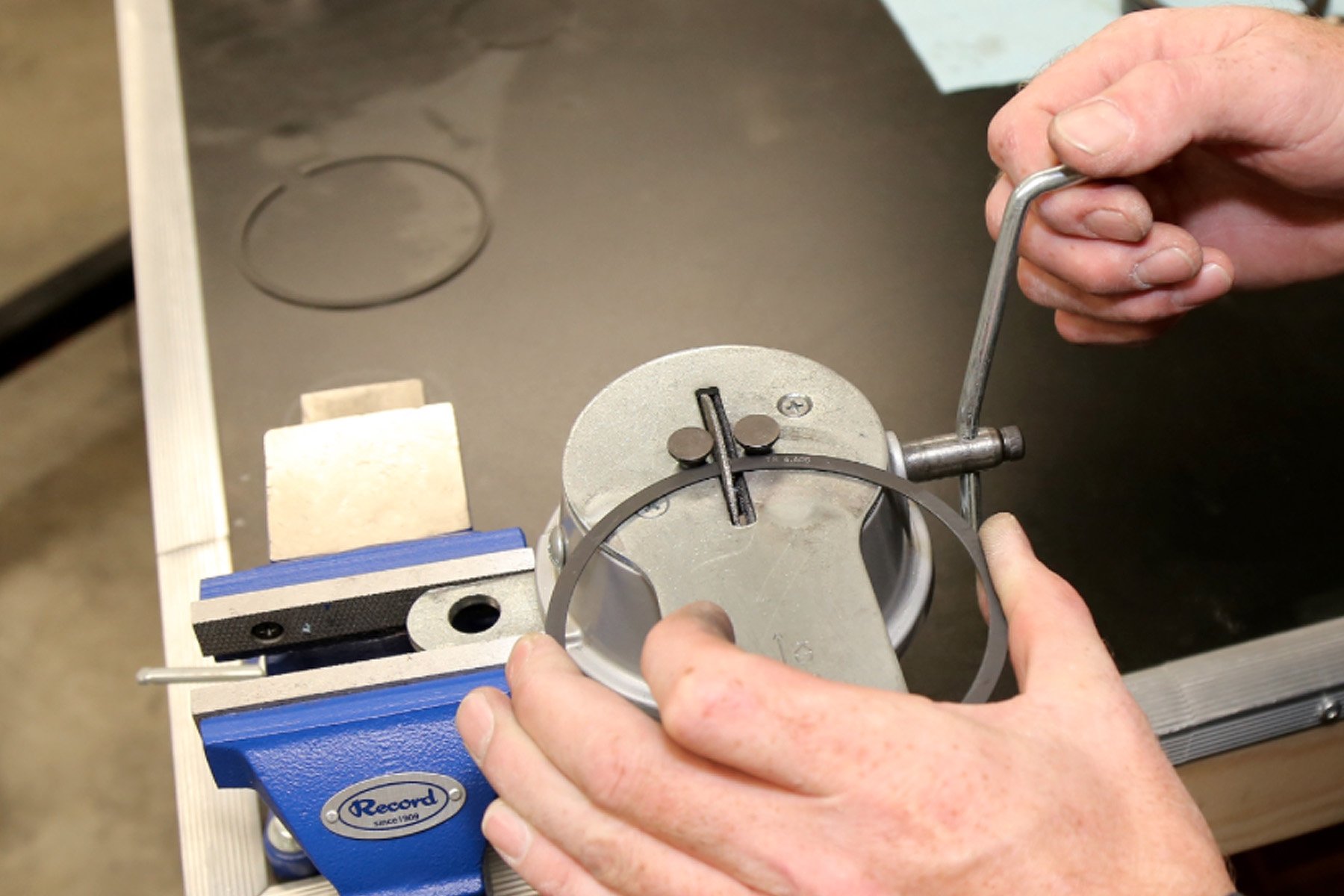
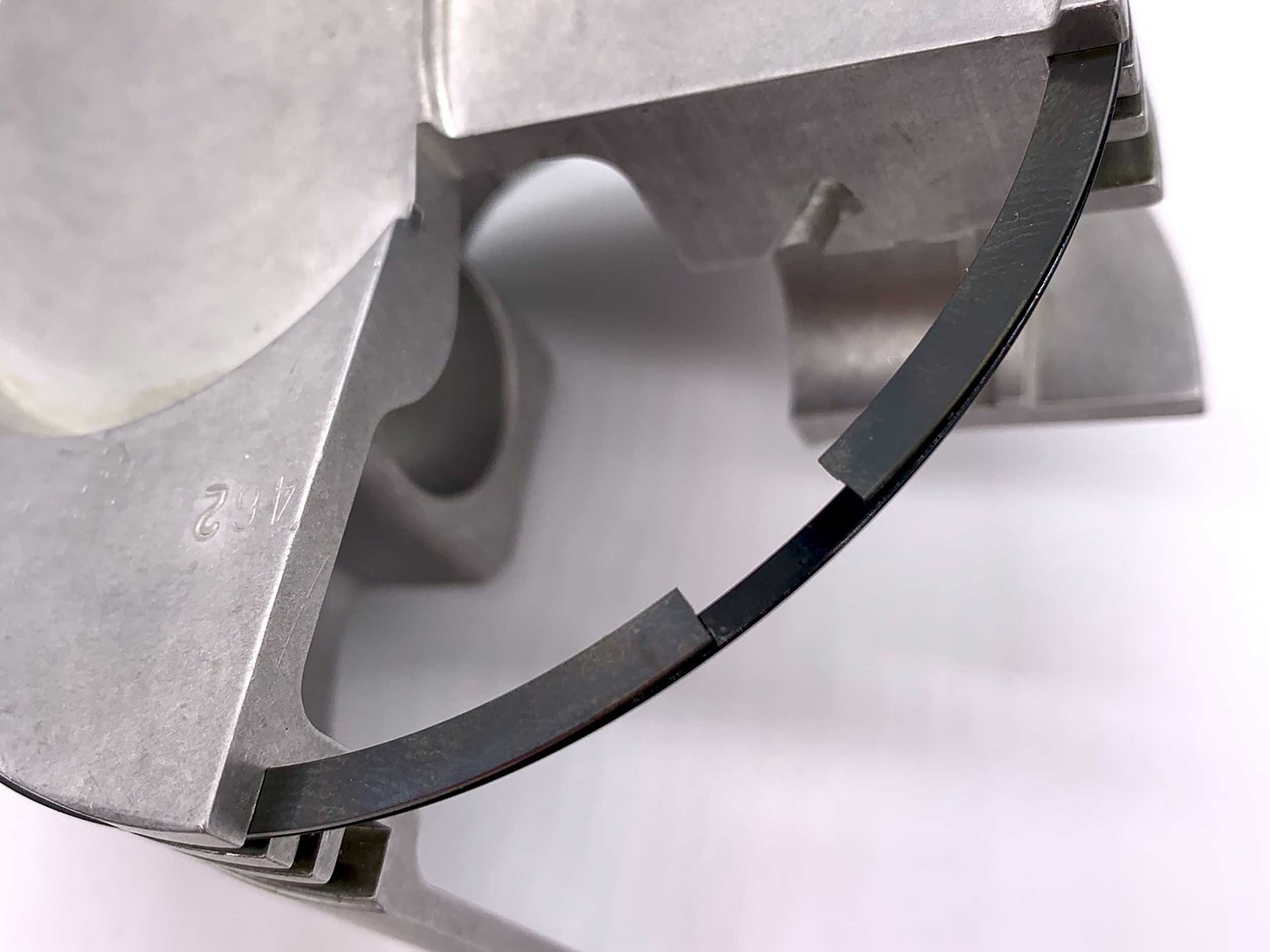
Naturally, we wanted to get a look at these new gas-ported piston rings and put them to work inside an engine that could really benefit from their design. We were screwing together a pretty typical 383ci small-block Chevy for a dedicated drag car, so we ordered up a set for its 4.030-inch bores. After we received the rings from Total Seal and examined them closely, we saw how the ports are machined grooves on the top surface of the ring. This allows the pressure from the top of the ring to pass behind it and press the ring outward against the cylinder wall. The bottom surface of the ring is typical; smooth and featureless.

You can see the grooves on this piston aren’t particularly thin. However, we were able to use a thin ring to reduce friction without buying new pistons.
Of course we followed Total Seal’s instructions on installing the shims, and then the rings over them. The ring end gaps were hand-filed to specifications, which were typical. We went with .018-inch on the top ring, and .020-inch on the second. Once we were sure that we’d done everything correctly, we continued with the assembly of the engine as we normally would. We used Total Seal’s “Quick Seat” powdered lube product on the cylinder walls to ensure proper break-in for the new rings.
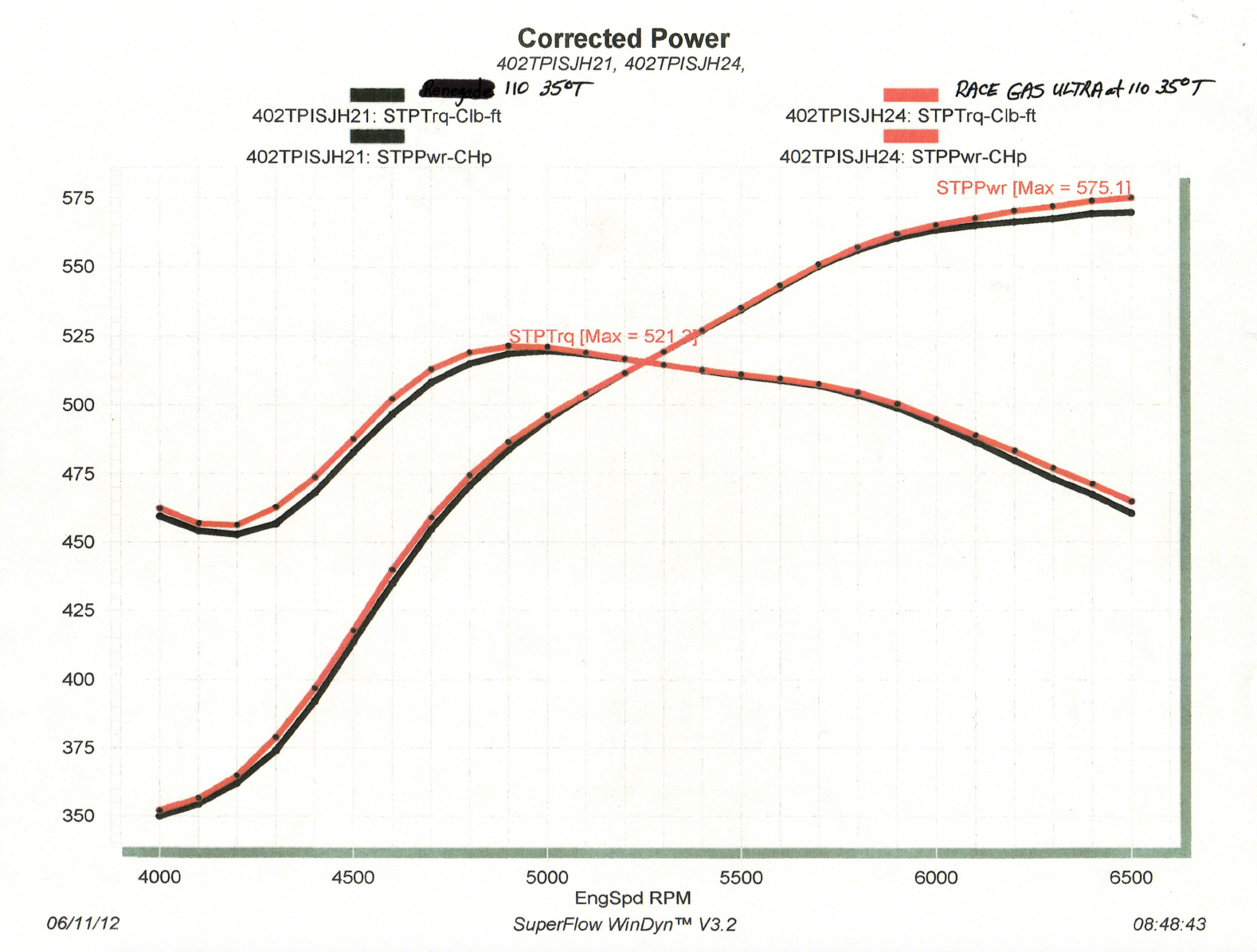
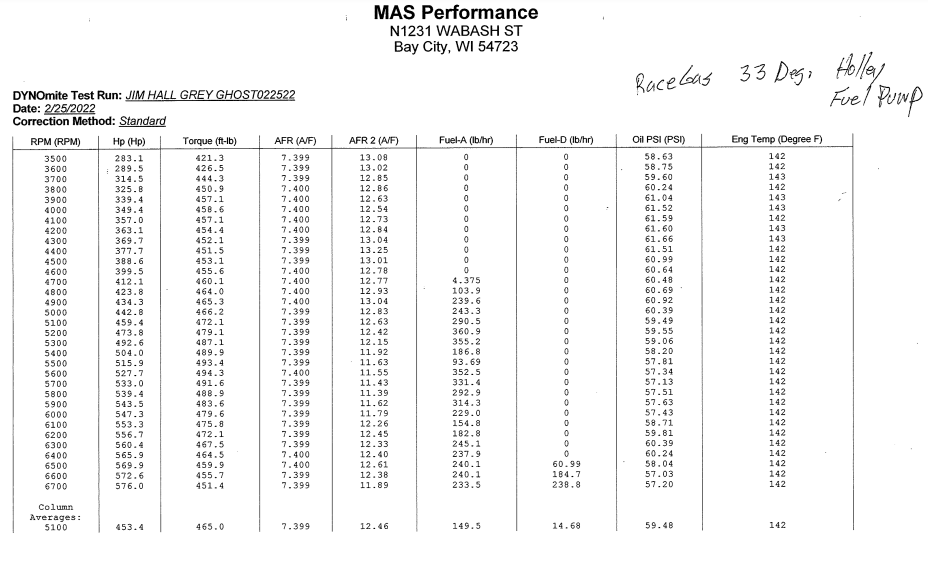
The engine performed as expected on the dyno, making good power and pulling strong to 7,000 rpm. The post-dyno leak-down test showed the gas-ported piston rings were sealing well, as they should. This engine will be pulling a ’39 Ford down the quarter-mile for the foreseeable future, delivering years of 9-second passes in a reliable, durable, and powerful 650-horsepower package. We’re confident this is a great test for the new ported rings, since we don’t anticipate tearing the engine down until it’s worn out, which shouldn’t be for a very long time.


Gas-ported rings are also available in Total Seal’s signature “Gapless” design as well. On the left, you can see the ported top ring and the gapless rail separately. On the right, you can see the two fitted together. With the rings staggered 180 degrees from one another, you have a gapless ring that seals like a gas-ported ring.
Personally, I am in awe of the current state of race engine technology available to weekend enthusiasts like this. To have an engine capable of making this kind of power that requires a minimal amount of maintenance means we won’t have to worry about it on race day. We can focus our time and money on other parts of the car where improvements can still be made.
Thanks to the engineering being accomplished at Total Seal and other companies like them, we can truly enjoy our race cars (and trucks) and make the kind of reliable power that was reserved for those with much higher budgets in the recent past. A special thanks go out to Keith Jones for his guidance and assistance, making sure we got the right parts and installed them correctly.