

AUGUST 19, 2022
When considering parts for an upcoming engine build, I’m reminded of a conversation I overheard many years ago between a teenager and an older gentleman. The young boy was looking at a car to purchase and was exclaiming all the benefits of his recently-located dream car such as the new brakes, new exhaust system, and on and on. The older gentleman listened and then asked, “Are you buying a car or a bunch of car parts?” While an assemblage of quality parts is always a plus, they won’t be much good if the rest of the package isn’t up to the task as well. The same goes for the engine in your car. Choosing the right piston rings is as important as any other part of your engine.

Piston ring technology has changed a lot since the “chrome or moly” option. Today’s rings use a variety of materials and coatings to tailor them to a specific application.
We must choose individual components for our engines in much the same way, fully understanding how they must work together to get the best results — piston rings included. Today’s rings employ much more technology than they did just a few years ago. Choosing the right path when shopping for piston rings without an understanding of why these advancements have come about can be quite daunting. We spoke with Lake Speed, Jr. from Total Seal to help us better understand today’s piston ring technology and how the machining process needs to work together to ensure any engine rebuild is a success.
Types Of Piston Rings
Many of us can remember when there were only two types of piston rings – ductile-iron moly-faced or chrome-faced. Before that, there were simple cast-iron rings, but since we’re talking LS-based engines, let’s stick with technology from this century. The latest material to come into the piston ring market is steel. This durable material has enabled cylinders to seal using the thinnest of surfaces. If you’ve been shopping for piston rings lately, you’ve no doubt noticed how thin some rings have become.
The oil acts as a gasket, as well as a lubricant. – Lake Speed Jr., Total Seal
There are also a variety of coatings available on piston rings, such as plasma moly, gas nitriding, and various PVD coatings. PVD (Physical Vapor Deposition) has become more popular as of late. It is a thin coating process that deposits hard films on the surface of the ring. The PVD process offers many options, such as CrN (Chromium Nitride) and TiN (Titanium Nitride), both feature excellent temperature and wear resistance. With so many different choices, you may wonder if anyone can really know what type of piston ring is best for their application. Yes, you can. We asked Total Seal’s Speed how to do just that.
Let Your Power Determine Your Piston Ring
As with so many areas of concern when building an engine, knowing your power expectations for the engine is the best way to determine which piston ring will work best. Even the fuel you intend to use can make a difference in the best piston ring choice for your application. Speed explains, “The key is, you have to know how the engine is going to be used. Is it going to be naturally aspirated or boosted? Is it going to see nitrous? Each of these considerations has an impact on what ring material is best used.”

Rings have also become much thinner than what you may be used to seeing. There are so many benefits to a modern, thinner ring that many OEMs have begun using them from the factory.
Running pump-gas or E85 can make a big difference, too. For a naturally aspirated engine running pump-gas, a ductile iron ring with a moly coating works perfectly. The moly face coating is porous, so it holds oil well to lubricate the cylinder wall. For that reason, ductile moly rings don’t rely on the cylinder wall’s machining to retain oil as heavily. Conversely, if you are looking at boosting or running E85 in your engine, you’ll want to use a steel ring. Steel rings are harder than chrome or moly-coated rings, and they are not porous, so oil needs to be retained in those small valleys in the cylinder wall, which are created by the honing process.
Longevity In The Valley, Power In The Plateau
“EVERYTHING you do has an impact on the rings’ ability to seal the cylinder!” says Speed. “Even supporting the engine with an engine plate versus traditional motor mounts can make a difference.” It is widely accepted that using a torque plate during honing builds power by ensuring the cylinder is perfectly round once the head is installed. Just the same, getting the proper cylinder wall finish for your choice of rings is important for longevity and how the rings will seal to the cylinder wall. Speed explains that every ring type is going to have its own recipe for preparing the cylinder bore. That proper finish is, more often than not, a two-part equation that includes the smoothness of the highs and the depth of the lows, called plateau honing.
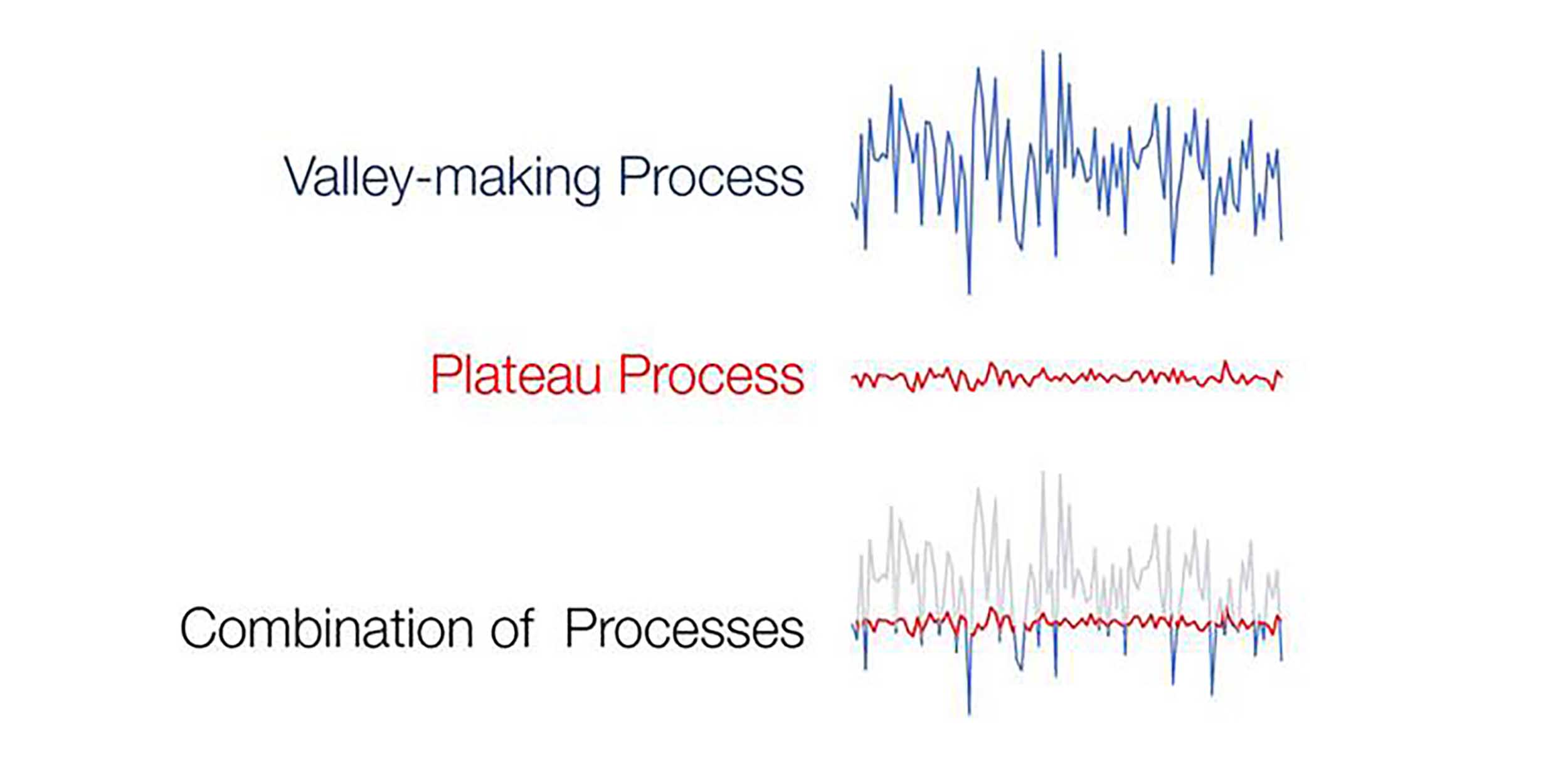
Plateau honing begins with a rough stone to create a deeper “valley” into the machined surface of the cylinder. Then, a finer stone creates a smoother surface by removing the peaks from the previous machining process.
The oil in a cylinder acts as a gasket, as well as a lubricant. There needs to be adequate oil within the cylinder so the rings will have the lubrication they need. Speed explains that fuel is the enemy once it gets down to the area where the piston rings and cylinder walls meet because it washes away the layer of lubricating oil. The more fuel that goes into the cylinder (as in the case of boost, nitrous, or E85), the more it will wash down the cylinder wall and remove the oil film that provides for the longevity of your rings. In these instances, it is imperative to retain enough oil to lubricate the piston rings.
-
Oil’s Four “R”s
- The RIGHT AMOUNT
- Of the RIGHT OIL
- In the RIGHT PLACE
- At the RIGHT TIME
Just as importantly, the cylinder wall needs to be smooth enough so the rings will seal completely. The answer is plateau honing, where two different grit stones are used. The first round is with a coarse stone to create a surface finish with enough “valley” for oil to reside without being washed away by the fuel. The second pass uses a finer stone to smooth out the peaks of the minuscule mountains on the surface of the cylinder wall (much like a broken-in engine would have) to ensure a good seal with the rings. “Seating the rings” was once a process that occurred over time during the running of the freshly built engine. Today, the ring set in a properly plateau-honed engine with the right ring package can be broken-in much faster. The exception is chrome-faced rings, which require a different finish, specific to the material.
Power Solutions For Stock Components
With so many junkyard LS-based engine builds going on, we asked Speed about finding the right cylinder finish and ring package solution for a low-budget, stock-based build. He reaffirmed, “Be honest with yourself and what you’re REALLY going to do with it.” He explained that on a pump gas engine, a ductile iron ring will work great with a 320-grit hone on the cylinder walls. At that point, the strength of the piston to handle the engine’s power output becomes the limiting factor.
If you’re going to boost it and you want it to last, Speed recommends starting with at least a 280-grit hone and finishing off with a 400-grit stone to provide the necessary plateau. Once the cylinder surface is correct, you can also have the piston skirts coated with an abradable coating to help keep them square in the bore. When choosing the rings, you can opt for a gas-ported top ring to help improve the seal around the entire cylinder’s circumference.

To help the ring seal to the cylinder wall, you can opt to use either a ported ring or a piston that uses porting. This allows cylinder pressure to flow behind the ring and evenly push the ring out toward the cylinder.
Speed also spoke about the importance of having the proper end gap in the rings. You want to give those rings room to expand under heavy loads without butting together and ruining your engine. He also explained too many folks worry about keeping a tight end gap to prevent leak-down. Speed says the risk of ruining your engine by having your piston ring end gaps too tight is geater than the power you might lose by giving your rings some gap. If you’re really concerned about losing that last horsepower through the end gap, you could always employ a set of gapless rings to fill in the gap, so to speak.

Gapless rings employ a second ring within the same ring land. The gaps are staggered between the two rings, effectively filling in the gap area while allowing each ring enough room to expand due to heat.
Without a profilometer, you’re just guessing. – Lake Speed, Jr.
Knowing the expectation for your engine will help you decide on the best components and machining process for your application. When it comes time to scratch the surface of your cylinder walls, make sure your machinist can verify the work with a profilometer.

A profilometer shows the details of your finish on the machined cylinder wall. Getting the proper plateau hone is a two-step process focusing on the depth of the oil-retaining valleys as well as the height of the peaks of the surface where the rings will contact the cylinder wall. A profilometer is a tool to ensure the proper machining.
Speed was quite adamant, “without a profilometer, you’re just guessing.” We’ve spent most of this story extolling the importance of getting the proper finish for your rings and it would be a shame to drop the ball at this point in the game. If you think about it, it’s kind of like laying the foundation for a house without a level. While you may not be the one holding the profilometer during the machining process, we hope this helps shed some light when choosing the next set of rings for your engine build. If you have any questions, the knowledgeable folks at Total Seal are just a phone call away.