JUNE 16, 2021
Arguably the most significant factor in a high-performance or all-out racing engine is its ability to breathe. Whether air/fuel flows into the combustion area or exits as exhaust, the engine’s valves play an integral role in the flow efficiency needed for raw horsepower. When you visit a leading builder of racing engines, you will probably see more time invested on the flow bench than any other research and development tool, because airflow is everything.

Stainless steel valves are not necessarily produced with the same base materials across different manufacturers.
We investigated some of the latest engine valve designs to see how they handle the ever-increasing demands to provide more flow and durability. To raise the dynamometer needle constantly higher, increased cam lifts and larger doses of compression or even “boosted” engines tax your intake and exhaust valves more, as well.
Notably, many professional engine builders use Erson manufactured valves for their builds. We visited with Jack McInnis, Marketing Director for Erson, to review the latest technology in its various performance/racing engine valve lines.
The materials used in valves today offer the biggest jump in technology related to longevity. The alloys used for stainless steel valves today can vary greatly; assuming they are all the same is not a good practice. – Jack McInnis, PBM/Erson
Raw Materials
We pored over various valves offered by manufacturers and confirmed that metallurgy could vary significantly between brands from those who provide the raw material specifications for their valves. It is personally alarming that with so many stainless steel varieties varying in strength, one must question the materials used from a manufacturer offering no more details in their description than just “stainless valves.”
“The Erson 2000-Series are what we call our race series valve,” McInnis explains. “These are what we specify as your kind of street/strip and sportsman racing type of stainless valve. We start with a one-piece forging from an EV-8 stainless alloy. This alloy contains a little more nickel and chromium in the raw forging, so they’re extraordinarily strong.”
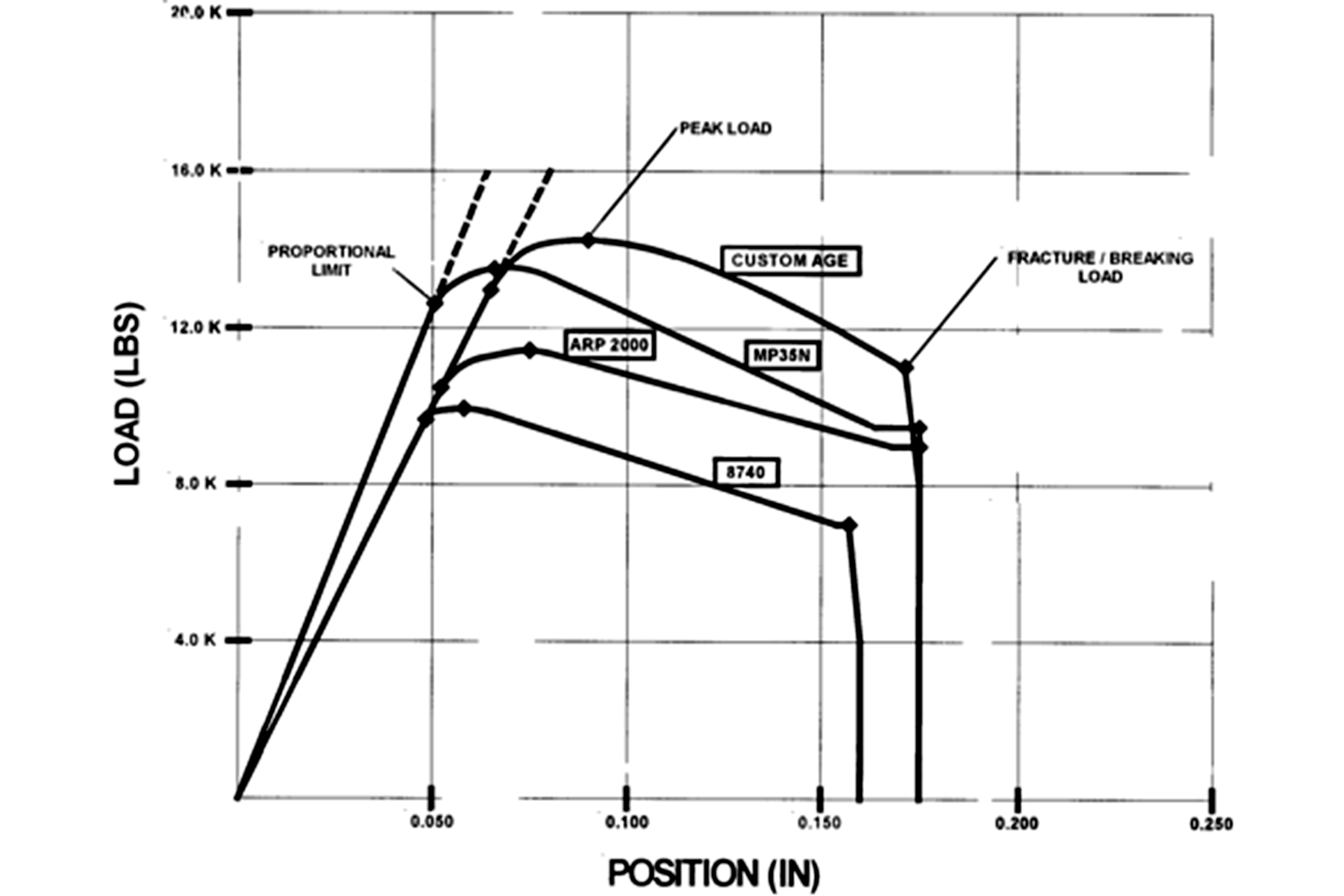
Martensitic steel is a material used by automotive manufacturers in original equipment engine valves. It offers features like corrosion resistance but lacks in strength for a performance application. McInnis adds, “The martensitic steel is strong at room temperature compared to stainless steel alloys, but as the temperature goes up related to horsepower, it loses some tensile strength while stainless gains strength.”
SAE Specifications
Some of the specs you want to look for in performance and racing valves come from a “code system” qualified by the Society of Automotive Engineers (SAE.) An EV8 or EV-8 description for stainless steel valves is not a specific metal but is based on the use of accumulative alloys.
Such examples by the SAE code include an “NV” code for a low-alloy intake valve and an “HNV” code for a high alloy intake valve material. Another material code commonly used is specified as “EV,” a valve alloy with 16- to 30-percent chromium and 2- to 20-percent nickel for enhanced surface quality, formability, and wear resistance.


The SAE describes this EV-coded alloy as a material popular for use in performance exhaust valve applications. What gives the Erson 2000-Series valves their durability? It is the use of this EV-8 stainless alloy for both its intake and exhaust valves.
On Another Level
The second and higher level of valves manufactured by Erson is specified for all-out competition applications.
“Our 1000-Series valves are forged from a PS824 stainless material,” McInnis explains. “That is a higher grade stainless steel valve material. It is what we generally recommend for any application where any combination of a high lift roller cam, higher valve spring pressures, and/or a higher RPM operation is applied.”
Unlike the 2000-Series using the SAE described EV-8 material classification, the 1000-Series valves utilize a specific PS824 stainless alloy offering high fatigue resistance and tensile strength, again under high-performance combustion temperatures.


The stainless steel alloys used by Erson are designed for strength; this metallurgy making up these performance and all-out competition valves cannot be hardened. A hardened stellite material is welded at the tip or keeper area of the Erson valve. With this hard tip on each Erson valve, no lash caps are required.
McInnis noted, “There are two major factors when valve shopping for your racing engine application. At one end is the valve’s ability to take the heat from the combustion chamber. The other is the capability for the valve to handle your increased spring pressure as cam lift and RPM grow with more performance.”
Inconel Exhaust Valves
Another factor to consider with nitrous or high-boost engines comes into play when exhaust temps reach above the 1,600-degree (Fahrenheit) exhaust temperature range. There are two options for material within Erson’s top-level 1000-Series valve line: the previously described PS824 stainless and an Inconel material. This next-level Inconel material is used exclusively for the exhaust valve.

The Erson valves made from Inconel have an “intermetallic phase” that acts as a ‘glue’ within the microscopic grains of the metal. This metallurgy prevents those grains from increasing in size when subjected to high temperatures. This material integrity is what offers the valve strength at high temperatures.
“The Inconel material is termed a ‘superalloy’ because it actually gets harder and more durable as exhaust temperatures rise,” McInnis explains further. “But also take into consideration that you do not want to use Inconel valves if you are running a naturally-aspirated methanol or ethanol fuel because the cooler exhaust temperatures will result in a weaker exhaust valve.”
Unfortunately, this Inconel superalloy exponentially increases the price of the competition exhaust valve. But, if extreme exhaust temps are a factor, the Inconel material is your best friend.
Valve Stem Chrome Plating
Other specifications for the Erson lines include hard chrome-plated stems and hardened stellite material welded at the tip or keeper area of the valve. With this hard tip on each Erson valve, lash caps are not required.
The “hard” plating on Erson valve stems is a step of quality differing significantly from other racing valves using what is described simply as a standard chrome or “flash-chrome” plating process. The different plating process on the valve stem as defined by the American Society for Testing and Materials (ASTM,) is basically broken down by the thickness of the chromium material applied.
“Enthusiasts should understand the difference between flash-chrome and hard-chrome, as it is applied to the valve stem,” McInnis added. “Quality valves should have a heavy hard-level chrome surface. This greater chrome thickness provides a stem finish on a microscopic level with little pockets that trap oil and adds far greater lubricity between the valve stem and guide.”

The ASTM defines “hard chrome” typically applied to the valve stem with a plating thickness range of 3- to 35-micrometers. Compare this to standard “chrome-plating” which is generally specified as a thickness in just the one-micrometer range. All Erson valves are hard-chrome plated.
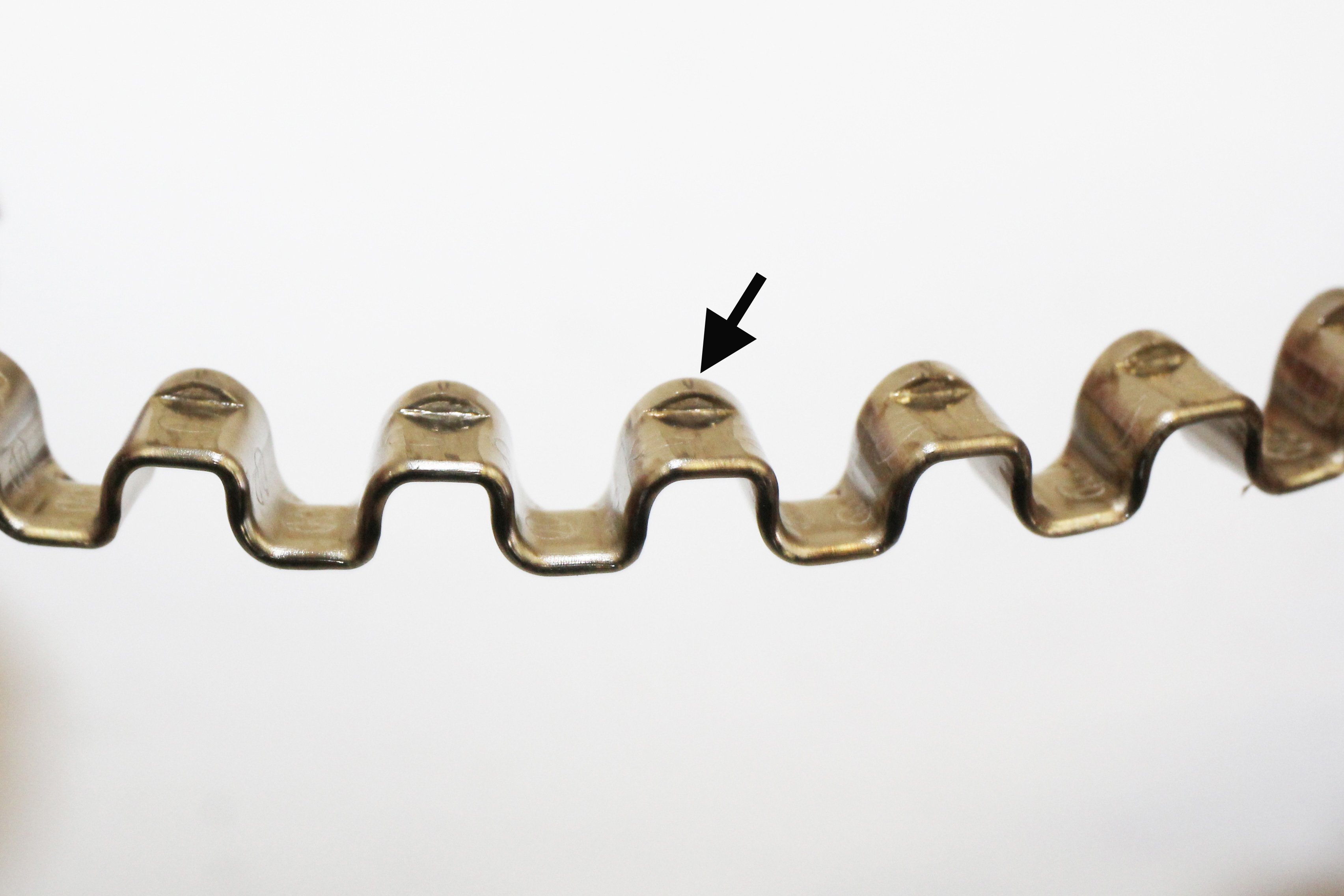
Erson’s Undercut Valve Stem
The undercut valve stem implemented by Erson offers greatly improved airflow within the cylinder head port areas. All the Erson 1000- and 2000-Series valves are provided standard with this undercut design. The decreased diameter at the undercut could be an obvious failure point without the best in metals and machining processes.

The decreased diameter at the undercut stem is a big gain in flowability for all Erson valves. The trade-off could obviously be the failure point in this area. This need for strength is the reason why Erson metallurgical engineers design the valves with the best in metals and machining processes as a priority.
“The quality of the valve material used by manufacturers plays a vital role in the strength in that undercut area,” adds McInnis. “Unlike other engine components that can be hardened for strength, proper stainless alloys used in motorsports cannot be hardened; it is up to the material itself to be as strong as possible.”
Doing Your Racing Valve Homework
Learning these materials and hardening specifications may appear irksome. Still, as the comparative descriptions above cite, it can mean the difference between a reliable high horsepower engine and one that “drops a valve.”
“When it comes to valves used above the 800 to 900 horsepower range, some engine builders choose to use the higher grade Erson 1000-Series valves,” Mcinnis explains. The PS824 stainless used in these valves offers durability at higher RPM and offers higher strength at elevated combustion temperatures.
Material Knowledge Make a Difference
We have described many scenarios where one design of racing valves may be better for one application and not for another. Simply put, exotic or higher-priced valves may not necessarily be best for your individual hot rod or all-out race application.

Knowledge of materials and how different valve brands are created can spell the difference between a solid racing engine and a “dropped valve” that will wreak havoc with your pistons, rods, cylinder walls, and heads.
“We definitely credit our family of racing engine builders who send us feedback and offer ideas in proving our valve designs,” McInnis finishes. “Since we supply valves direct to racers and engine builders alike, it’s what makes our overall valve product lines our bread and butter.”