December 11, 2019
When you’re building an engine for a project there are limitless possibilities of parts and combinations you can use. If you’re jumping into the higher end of the horsepower pool you might be looking at using a set of aluminum connecting rods to swing your pistons inside the cylinder bores. Aluminum rods have long been a topic of debate in regards to their use and longevity in varying types of racing engines. Depending upon purpose, budget, power adders, and other variables, aluminum rods can be a great addition to any engine, but are they for everyone? And do today’s latest variants eliminate such concerns as rod stretch?
Anthony Giannone from MGP Connecting Rods joined us to illustrate the top five tips for buying aluminum connecting rods.
#1: Understand The Benefits Of Aluminum Rods Before You Spend The Money
If you’re making the investment to build a killer engine you want to pack it full with the best parts possible. The problem with that mindset is that you may end up buying parts that aren’t the best fit for your goals or the combination. Aluminum rods may seem like something you need because they’re shiny and fast guys use them, but you need to know if they’ll work for your build first.



Aluminum connecting rods do provide performance advantages, but it’s important to ensure they’re the right fit for your combination.
Anthony has helped countless racers create engines that make enough horsepower to rotate the earth many times over and he provides a great explanation of aluminum rod basics.
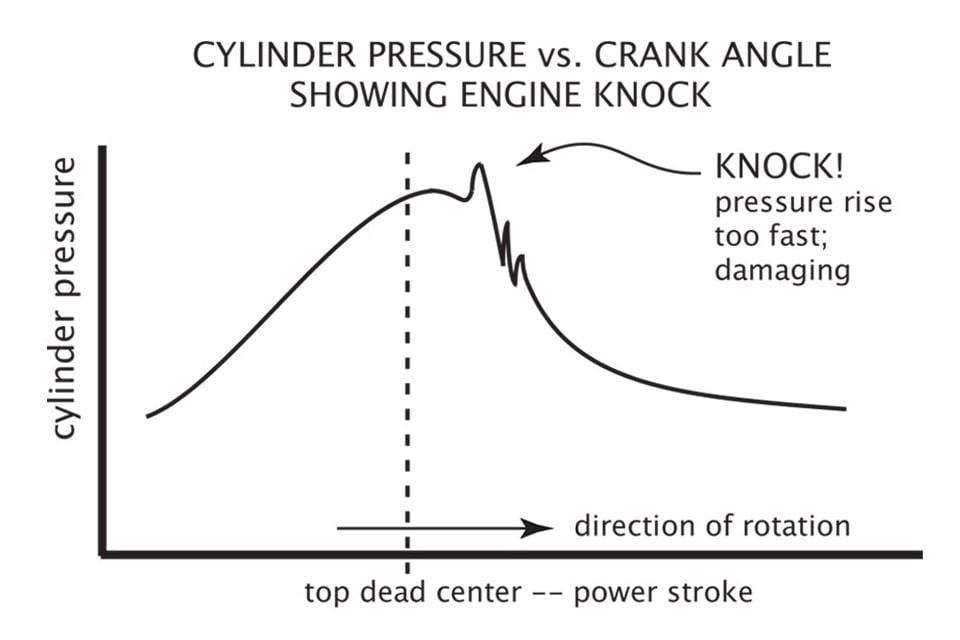
“Aluminum rods are essentially shock absorbers. They’re intended to take all of the compressive load and not transfer that energy to the crankshaft; that was the original thinking behind the aluminum rod. So with that said, now anything that has a power-adder runs on detonation, and when you’re detonating that hard, a steel rod can’t live through that without failing.”
The aluminum rod benefit is the ability to take that hit of energy and save the crankshaft. It’s a lot easier to justify a $1,200 set of rods than it is a $5,000 crankshaft if you need to replace something. – Anthony Giannone
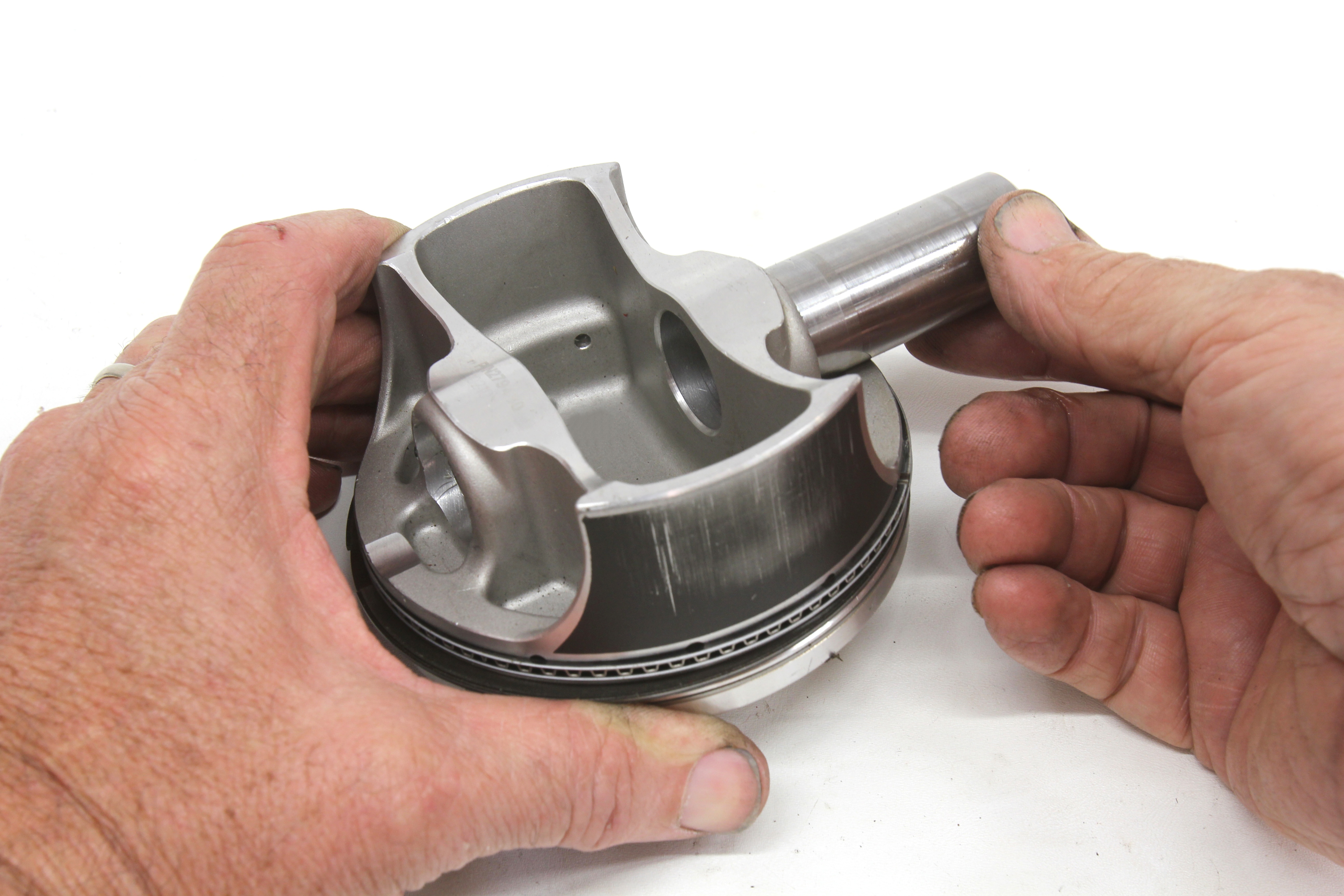
The advantage that has been preached about aluminum rods since they were first introduced was the weight savings they provide. While aluminum rods can save you weight, they can also add strength to the right places.
“The topic of weight isn’t nearly as big as it used to be. Steel rod manufacturers have been able to remove a lot of weight in their modern designs, and aluminum rods are about 100 grams lighter in a direct comparison of similar rods. Engine builders are trying to get more weight off the piston these days and keep the extra mass at the bottom of the rod — that’s where an aluminum rod is beneficial. There’s a lot more material at the bottom, so they are still stronger for their weight compared to steel rods,” Antony says.
#2: Aluminum Rod Stretch And Growth Be Gone!
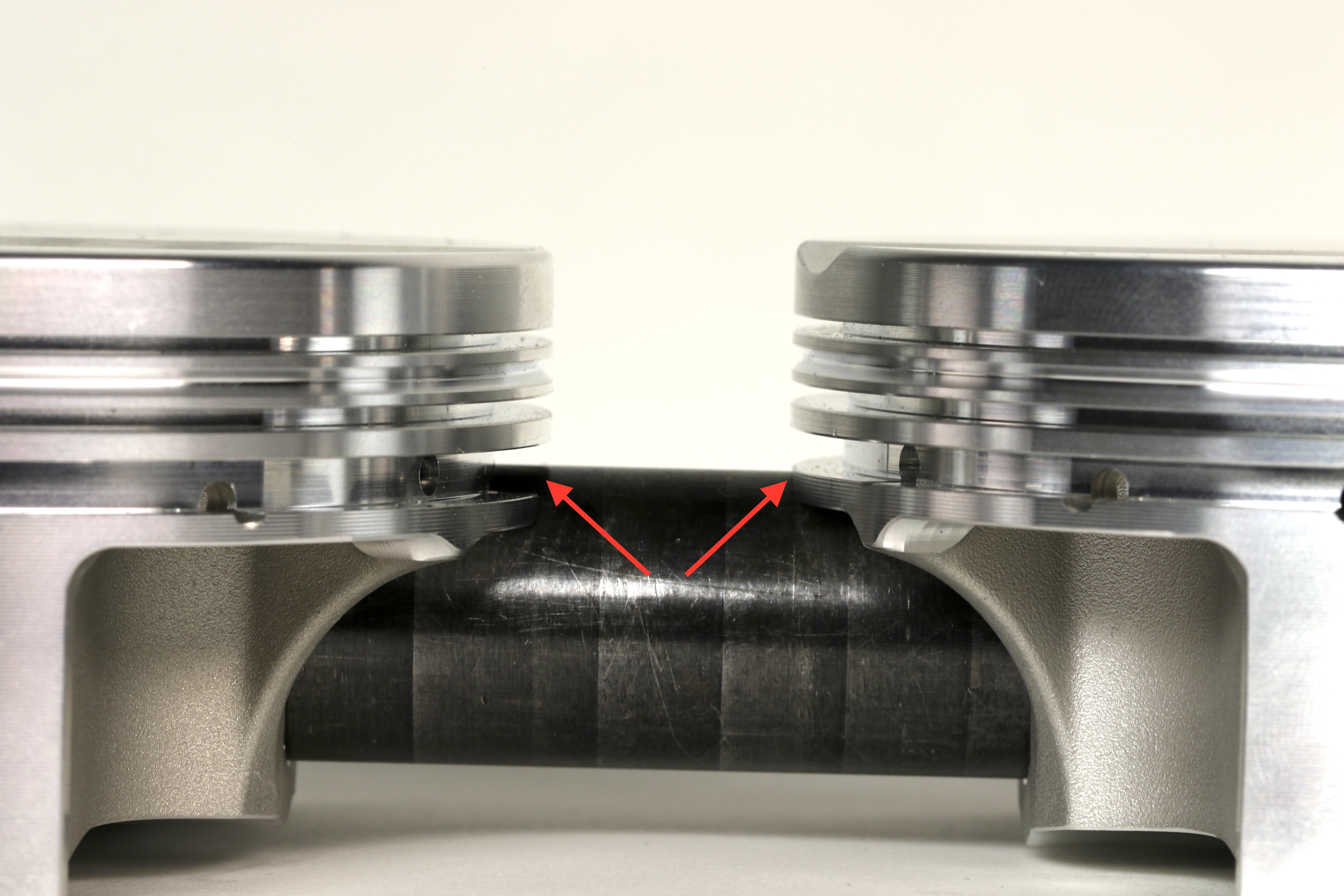
Rod stretch and growth used to be a legitimate concern for those who wanted to add a set of aluminum rods to their rotating assembly. Basically, rod stretch is the physical stretching of a rod’s center distance. An engine builder would have to take the stretch into account because the rods would grow as the engine increased in RPM. If the stretch and growth weren’t compensated for during the design of the engine package, when the rod would eventually stretch it would cause the piston to make contact with things it shouldn’t.
Anthony explains that at MGP, they don’t see rod growth anymore and assist their customers in making sure they have the right size rods based on this.
“People used to compensate anywhere from .010- to .015-inches center distance for growth that would occur when using aluminum rods. We recommend .050-inch piston to head, and that’s whether they want to put it at zero deck and run a .050-inch gasket, or put it in the hole .050 and run a .010 gasket. We just don’t see the rods stretching on the center distance like they used to. That distance is there just in case, because when we get rods back we don’t see them stretching really — they still have the same center distance we sent them out with.”
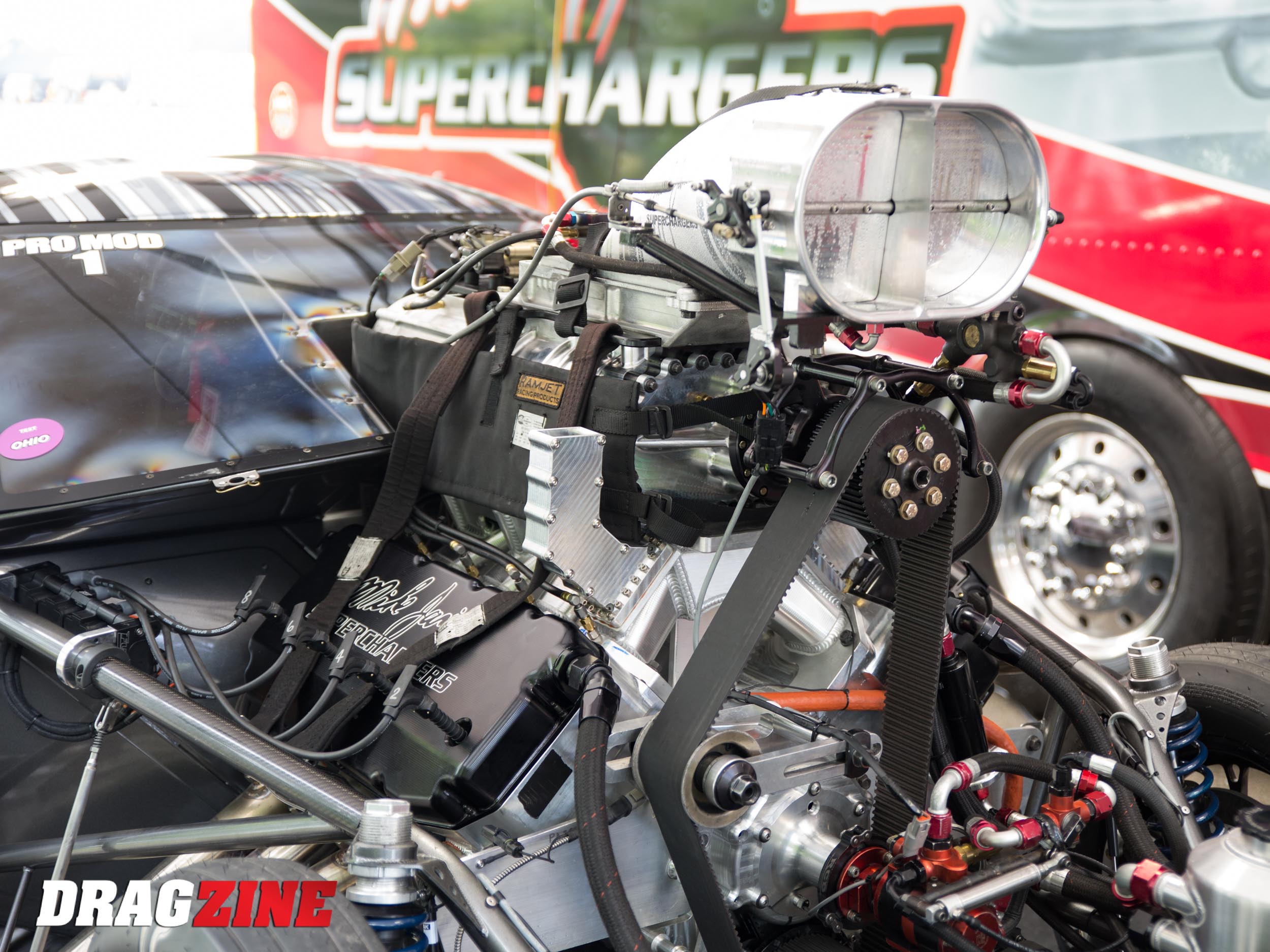
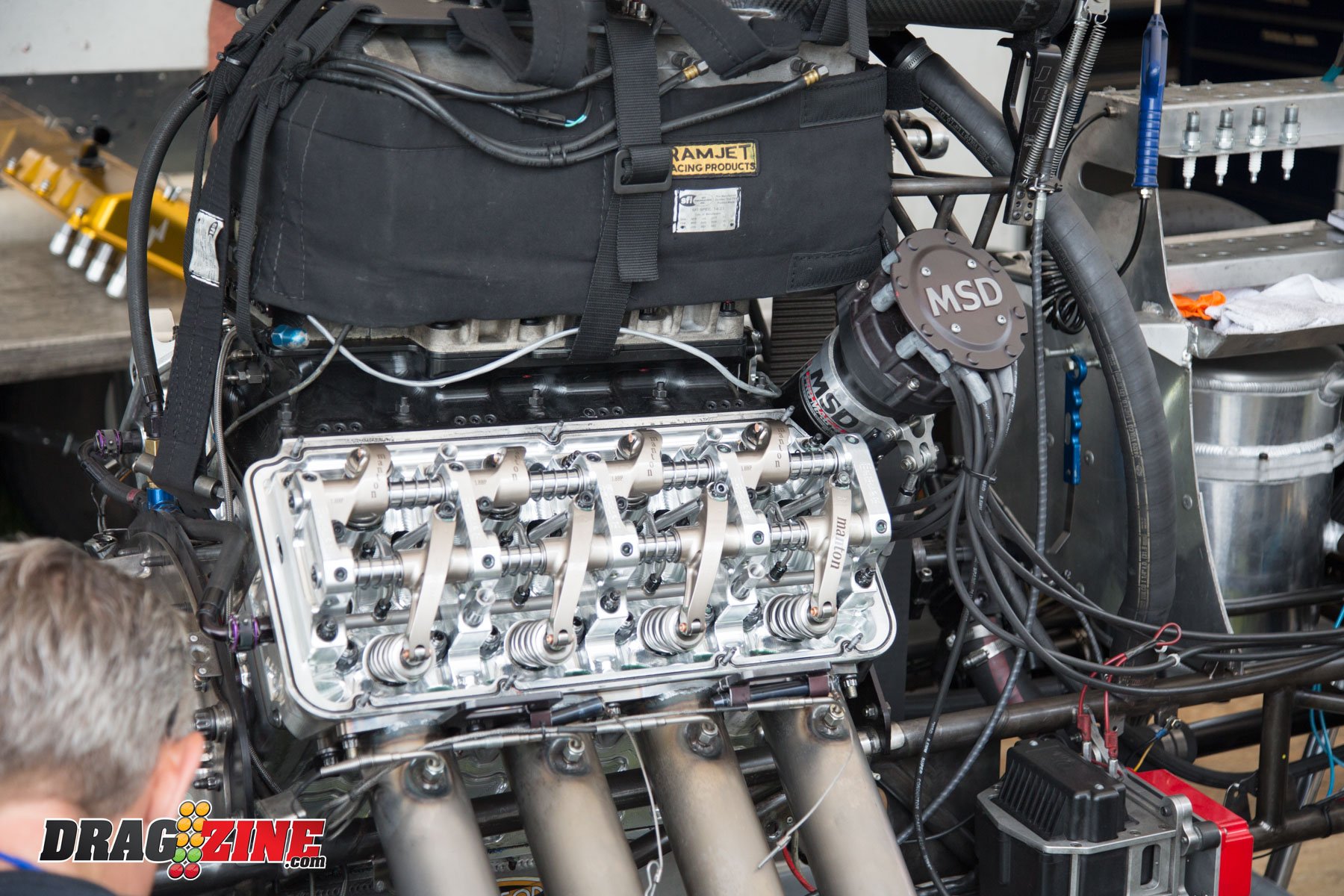
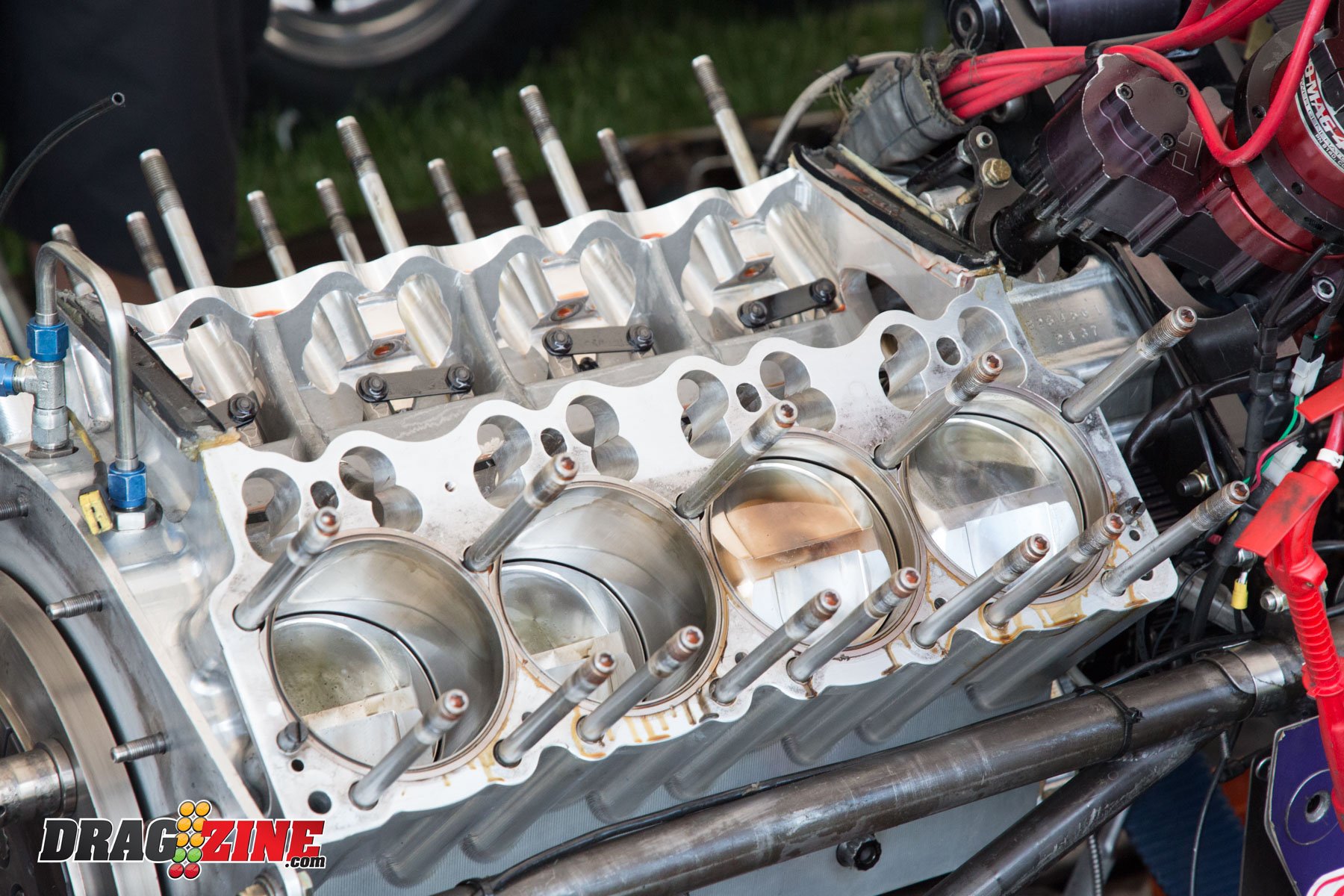
A blown Pro Mod engine like the one Mike Janis uses in his Camaro needs aluminum connecting rods due to the violent nature of the combination. The aluminum rods help to keep the rotating assembly happy and spinning as it should.
The rod stretch and growth plague might not be something you have to worry about as much anymore, but it took some work to get rid of. MGP spent a considerable amount of time working on finding a way to eradicate the problem so aluminum rods could become more practical for all applications.
“We eliminated that problem through design partially, and a lot through the materials we implemented into our products. The aluminum we use is an aerospace-quality material that is the most current aluminum to come to market. The material is what was causing the majority of stretch issues, and our new materials don’t have that issue. Getting rid of rod stretch and growth provides a performance advantage because people can run at zero deck and only have to run a .050-inch clearance,” Anthony explains.
#3: Torque Method versus Stretch Method For Rod Bolts
If you plan on building or maintaining an engine that uses aluminum rods you need to know how to properly torque the rod bolts. There are two different ways to do it: one is where you measure the amount of stretch once the bolt is tightened, and the other you torque the bolt down to a specific foot/pound measurement.
The stretch value of the rod’s bolt is important, because that is where the yield point is for the bolt, and it can’t be exceeded. If the bolt is stretched beyond its yield point, it will actually become physically longer and that will lead to it becoming weaker or having an uneven load put on the rod’s cap.
We use a torque value for our rod bolts, so both sides of the rod and both bolts are to the exact same foot/pound of torque. -Anthony Giannone
Using the torque method, you’re only torquing the bolt down to the specific amount the manufacturer recommends. You don’t have to worry about chasing a stretch value number or trying to get a stretch gauge to fit in a confined space under a car if you’re doing maintenance at the track.
“We use a torque value for our rod bolts, so both sides of the rod and both bolts are to the exact same foot/pound of torque. The bolt free length varies so much with different bolts that if you’re going off of stretch value, even if you’re setting static length on it, that bolt will be physically longer. When you finish the housing bore, keeping the same compression side to side is an issue going off of stretch value. Say on one side you’re at 90 ft-lb, and on the other, you’re at 98 ft-lb…. that housing bore isn’t being pulled an even amount on both sides. That can lead to an out-of-round condition for the rod,” Anthony says.


Using the torque method with aluminum connecting rods will keep them functioning properly and allow for easier maintenance at the track.
Using the torque method allows you to have a more precise measurement. Having the correct clamping load amount and keeping it even on each side of the rod cap is important, because that’s what helps the aluminum rod function at its best.
“The clamping load being even from side to side is ultimately the key to keeping the housing bore round, and that’s where the aluminum rods shine. When that housing bore is round it’s not collapsing vertically, it’s not opening the parting line up, and it’s not squeezing bearings. If you’re out-of-round right from the beginning it will destroy the bearings — it finds a way to side-load them in a weird way, and it will wear the coatings off of the bearings unevenly in places. All of those factors contribute to an aluminum rod failing when it shouldn’t in any situation,” Anthony says.
#4: Bolt Lubrication During Installation
Lubrication during assembly of aluminum connecting rods is a task that must be taken very seriously. Since you’re using a bolt that is made up of a different material than the rod itself, something needs to be used to fill in the area between each part.
“We’re dealing with two things here: first, we have the steel-on-steel contact between the bolt and the washer. Second, we’re dealing with the steel-on-aluminum contact between the thread of the aluminum rod and the bolt. Something needs to be added that can run interference between the two different metals — that’s why we use oil, and it also helps with the pre-load. The pre-load on the fastener is what really makes the connecting rod work correctly; when you lose pre-load, that’s usually when you end up with a giant hole in the side of a $10,000 billet block,” Anthony explains.
Most people would think that it’s time to reach for the assembly lube to make sure you have the correct bolt lubrication when assembling your rods, but that might not be the ideal course of action. Anthony explains why assembly lube isn’t your best friend when putting aluminum rods together.
“When you use assembly lube on bolts and torque them down, that lube is going to come in contact with engine oil when you fill the engine up, and those two liquids don’t mix well together. The particles in the assembly lube will grab the particles in the engine oil and will cause them to separate. That’s why I’ve always been against assembly lubes — because it ruins engine oil, and it can also plug up oil gallies if there’s too much used. When assembly lube heats up it will start to thin out and you lose the value you gain from it.”

Using 50-weight oil will ensure your connecting rods go together properly and will help to avoid bearing wear.
So what does Anthony recommend for lubrication with rods? Surprisingly, the answer is just plain old 50-weight engine oil. This discovery was made after lots of testing to find a solution that would be the most consistent overall to torque down a rod bolt, because the oil remains neutral no matter what the temperature is around it.
“Zero- or 5-weight oil doesn’t stay as consistent because it is temperature-dependent. Fifty-weight engine oil is always going to be 50-weight with the same lubrication level, and has the same amount of molecules between the bolt and the rod no matter what the temperature is. It doesn’t matter if the rod and bolt are at two different temperatures, it stays consistent,” Anthony says.
#5: Billet versus Forged Aluminum Rods
You have two different options for aluminum rod manufacture: billet aluminum and forged aluminum. Forged aluminum rods are the original type of rod that was produced based on the technology that was available at the time. Now, companies can make rods out of billet aluminum, as well, and that added more options for builders.
The debate over which rod to use has always been based around the grain structure each possesses. To make a billet rod, MGP starts with a solid block of aluminum that’s 12-feet long and 3/4-inch thick. This material has grains that all run in the same direction from end to end. Making connecting rods out of this billet material wasn’t possible until the machines and processes were developed to make it happen. Now, a billet rod allows for more grain control and strength.
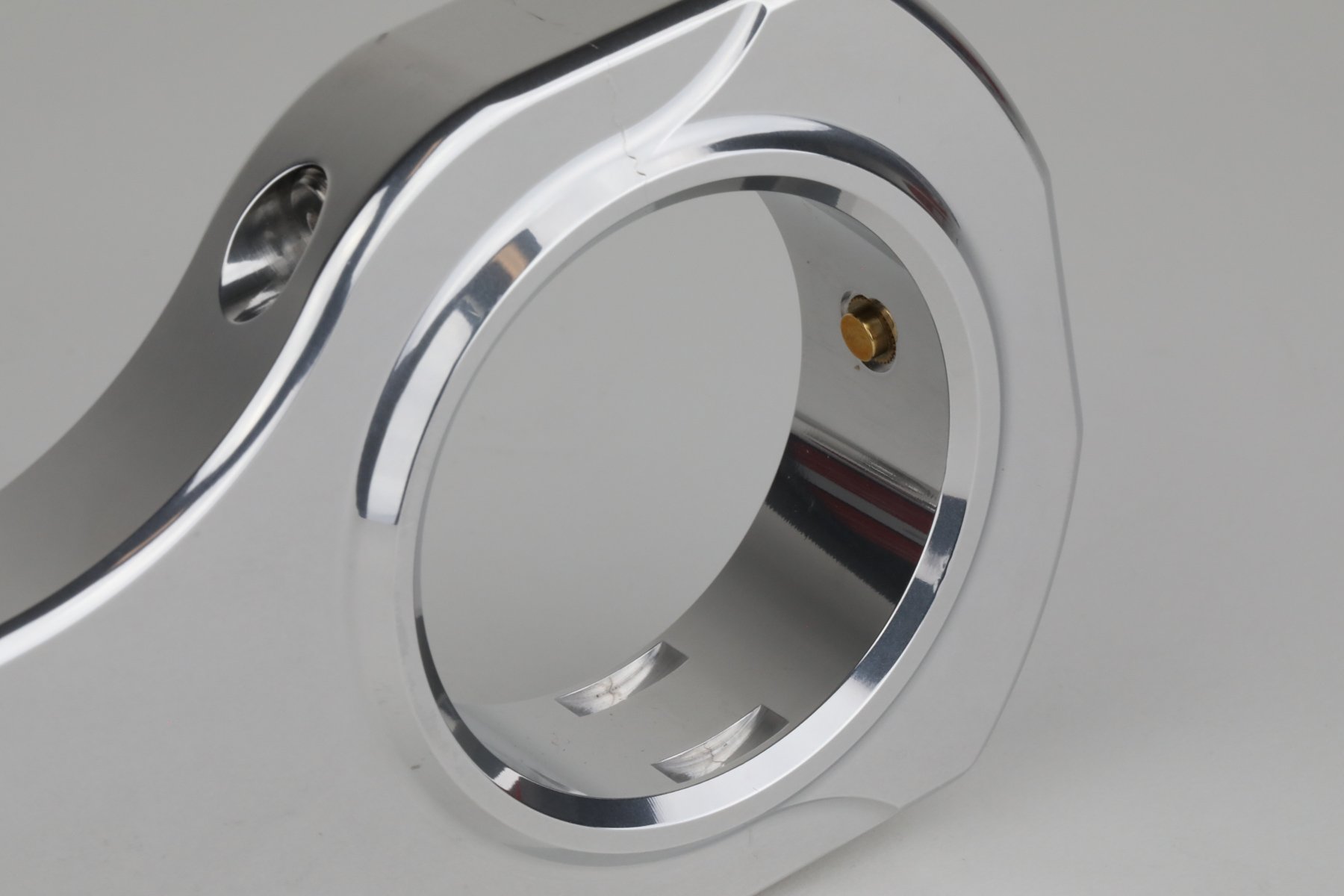


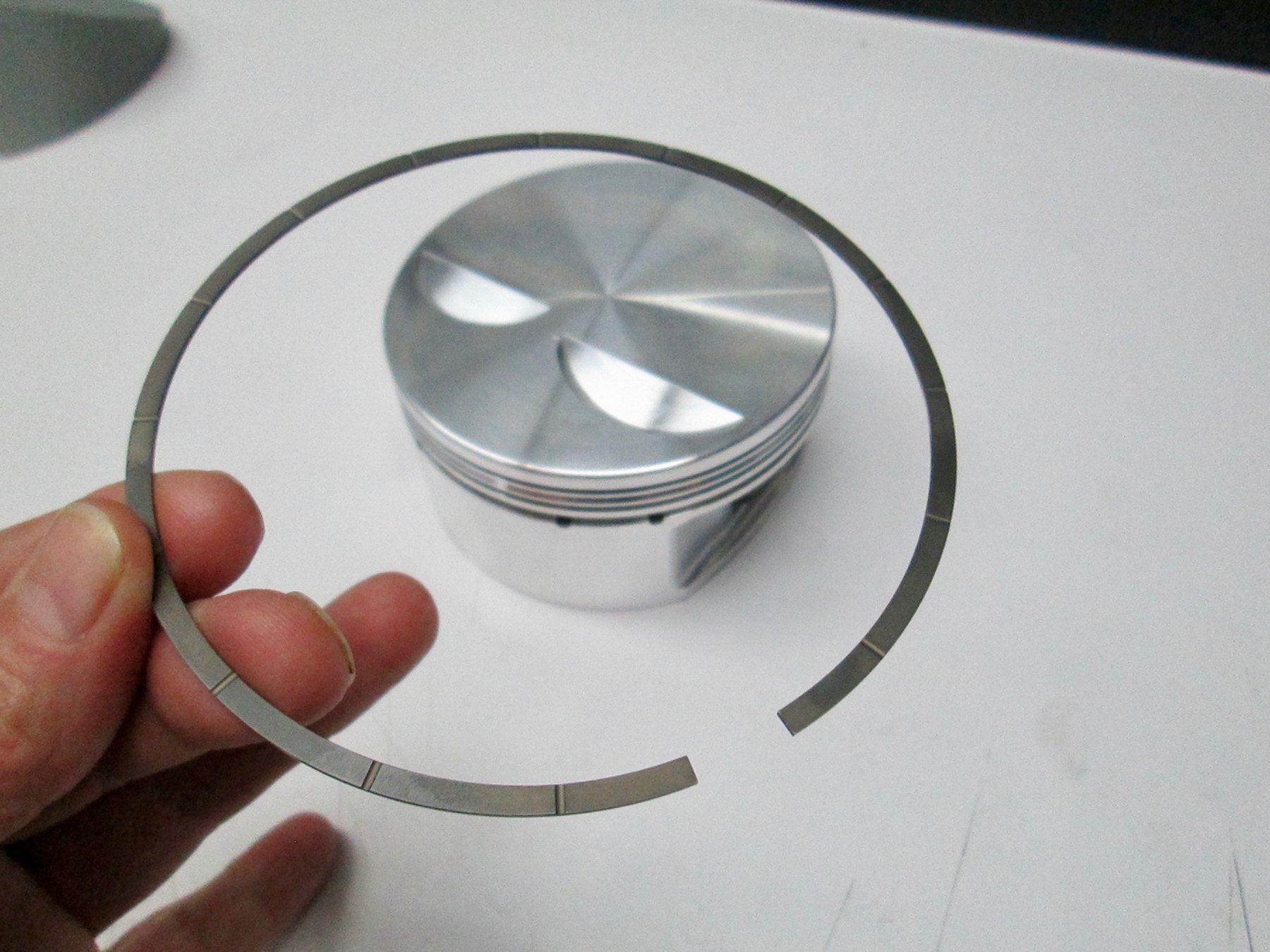
Modern billet aluminum connecting rods provide strength in all the right places on the rod itself.
“The grain structure rolls around the rod end just like a forged rod would with a modern billet rod. Since we’re machining the rods out of solid stock, we’re letting the grain structure flow straight and we’re just machining through the center of it. The grains run the same way in that bar from end to end and we machine with the grain to make sure there is plenty of strength,” Anthony says.
Grain structure is important for a connecting rod because it dictates the strength of the part. The cross-sectional strength of the connecting rod comes from the design, while the overall physical strength is based on the aluminum itself. Having the grain structure of the aluminum all going one way, especially around the ends of the rod, is important to ensure it will have plenty of strength. Forged aluminum rods used to be the only way to provide this, but now with modern materials technology, a billet rod can be made of aluminum that has a good grain structure for a high level of strength. The biggest difference between forged and billet aluminum connecting rods is the service life — a billet rod will have a longer lifespan than its forged counterpart.
Aluminum connecting rods have come a long way since they were first introduced as an option for a rotating assembly. Understanding the limits of the part and how it works will help you make an informed choice if you need to use them in your next build.