Boost-N-Juice

JANUARY 21, 2021
For years nitrous, supercharger, and turbo companies have pushed enthusiasts to use one or the other. You were either going to be a fan of boost or nitrous oxide, but not both. They were like oil and water as you would hardly ever find someone using these power adders in conjunction at the track or on the street. Today, it’s not uncommon to find boosted cars with nitrous, as well. Street Car Takeover and other events even allow for multiple power adders permitting the enthusiast to get the most out of their vehicles. One company that has pushed these boundaries in the last five years is Nitrous Outlet. But, it hasn’t always been that way. We reached out to Dave Vasser, owner of Nitrous Outlet, to see what’s changed and to get the inside scoop on injecting nitrous into a supercharged or turbocharged application.

LSX Mag: Why do you support nitrous and boosted combinations?
Dave Vasser: I owned a speed shop for many years back in the early 2000s. I wasn’t much of a boosted fan at that time, however, superchargers and turbochargers have come a long way in technology and dependability. Now, performance vehicles are coming from the factory with blowers or turbos on them. There is only one way to top the increased performance and drivability of a boosted street application, and that is adding nitrous. Now you can have the drivability with all-out performance when you’re ready to get after it.
LSX Mag: How do nitrous and boost work in unison?
Dave Vasser: The best way to explain the benefits of using nitrous on boosted applications is to address how each power-adder increases the engine’s performance.
Nitrous and boost both provide the ability to increase the air pressure within the combustion chamber. The higher the air pressure, the higher the air molecules are. The higher the air molecules are, the higher the oxygen content is. When the oxygen content is high, more fuel can be burned. This increases combustion and cylinder pressure, enhancing the speed at which the piston is pushed back down into the cylinder. This process creates additional “horsepower.” In simple car guy terms, Oxygen + Fuel + Cylinder Pressure = Horsepower.

The Nitrous Outlet Interspooler is an excellent addition to both centrifugal superchargers and turbochargers alike.
Nitrous Oxide is a compressed liquid composed of two parts nitrogen and one part oxygen. Due to high combustion chamber temperatures, as the nitrous enters the combustion chamber, it breaks down, separating the nitrogen and oxygen molecules. As the bond breaks apart, the nitrogen acts as a heat absorbent, and the oxygen increases the ability to burn more fuel.
Boost is created from compressed air that is forced into the combustion chamber. The engine can receive more air due to the compressed air than it would pull in naturally, hence the term forced induction. Increasing the combustion chamber’s air pressure increases the oxygen content, which increases the ability to burn more fuel. This enhances the combustion process, which increases the cylinder pressure, returning the piston at a faster rate of speed.
LSX Mag: How does nitrous help turbo applications?
Dave Vasser: A turbo relies on exhaust gases from the engine to spin the turbine and create boost. The turbo will continue to build pressure as the power plant increases RPM, so the power increase is not instant. Engine and turbo combinations that are not perfectly matched will not be as efficient. Too small of a turbo will spin the turbo faster, creating excess heat, and too large of a turbo will have issues spooling. However, adding nitrous will instantly boost the engine’s cylinder pressure, building RPM immediately while knocking down the cylinder temperatures.

This particular engine has an Interspooler and a direct port system for the maximum with cylinder to cylinder tuning and plenty of additional horsepower on tap.
LSX Mag: How does nitrous help supercharge applications?
Dave Vasser: Supercharger applications don’t suffer from delayed boost like turbo applications, however, they do rob some power from the engine due to how they build boost. A roots-style supercharger forces air into the engine through rotors that are driven by the engine’s crankshaft. A centrifugal-style supercharger forces air into the engine through a compressor design, similar to a turbo but the compressor is driven by the engine’s crankshaft. Both styles of superchargers will build boost as the engine gains RPM. Engine and supercharger combinations that are not perfectly matched will not be as efficient. Too small of a supercharger will spin faster, creating excess heat, and too large of a supercharger will have issues building boost. Adding nitrous will create an instant boost by providing instant cylinder pressure, making the engine build RPM instantly while knocking down the cylinder temps.

If you have a roots style supercharger, Nitrous Outlet can customize most brands by adding spray bars that discharge on the inside.
LSX Mag: Does any style of nitrous system work better than another when it comes to spraying nitrous?
Dave Vasser: It comes down to how much nitrous is being added. If you’re injecting a lot of nitrous, a direct-port system may be your best option. A direct-port system will inject the nitrous directly into each cylinder, ensuring each cylinder is getting the same amount of nitrous. If you add a small amount of nitrous, there are many options, including a single nozzle in the air tube, an Interspooler plate system installed in the air tubing, or a throttle body plate on the intake manifold.
The key is to saturate the air intake charge. The further back in the air intake tract, the longer the nitrous has to knock down the air temperatures. The more saturation the nitrous discharge has into the airstream, the better the distribution will be with the ability to knock down air temps. You can move the discharge point further back in the airstream on dry applications that add the nitrous system’s fuel through the injectors. On a wet system, which adds fuel with the nitrous, the discharge needs to be no further than six to eight-inches from the throttle body or intake manifold entrance.
LSX Mag: What should you look for when running nitrous on a boosted application?
Dave Vasser: As with any performance modification, knowing the limitations of the engine components, fuel system, and ignition system are just as important as having a proper tune-up. It’s also important to keep intake air temps low to help suppress detonation.
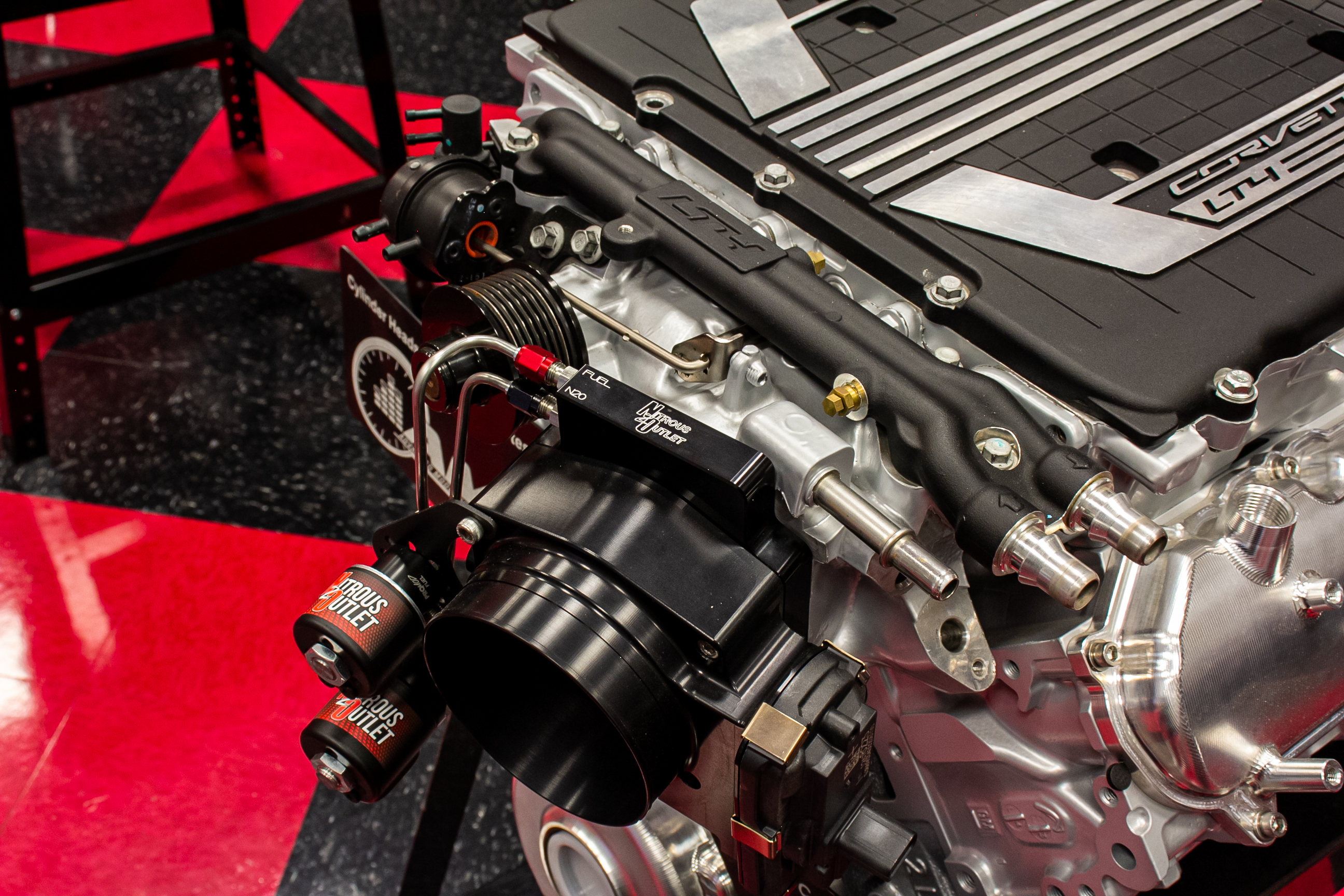
Nitrous plates mounted behind the throttle body are also a popular option among boosted performance enthusiasts.
LSX Mag: What does nitrous do for a boosted engine in high altitude or “bad air?”
Dave Vasser: To properly answer this question, you need to understand air density. Air pressure is dependent on air density. The more dense the air, the higher the air pressure will be, meaning more air molecules. The less-dense the air, the lower the air pressure will be, indicating fewer air molecules.
There are three main factors that affect air pressure, which will impact an engine’s performance.
- An increase in elevation or altitude decreases atmospheric pressure – Atmospheric pressure is the force exerted on a surface by the number of air molecules above it as gravity pulls it to the earth’s surface. As you increase elevation or altitude from the earth’s surface, it decreases the air pressure, which means fewer air molecules.
- Increased intake air temps and decrease the air density – The colder the air is, the denser it becomes. The warmer the air is, the less dense it is. This means there are fewer air molecules.
- Water content or humidity – Moist air is less dense than dry air, which means the higher the water content, the less compact the air is. As a result, there will be fewer air molecules.
All of the above examples will all equate to less air molecules = less oxygen = less fuel burned = less power.
In simple terms, boosted applications compress the outside air by forcing it into the engine. If the air quality is poor, the oxygen content is too. Adding nitrous provides the oxygen content needed to burn more fuel and make instant power.

If you’re running a Whipple and want additional power and a cooler air charge, custom nitrous spray bars are the way to go.
LSX Mag: How does nitrous cool the intake air temps on boosted applications?
Dave Vasser: Forcing compressed air into an engine will build heat, which reduces the oxygen density. As nitrous leaves the discharge port and enters the airstream, it will expand, turning from a liquid to a gas with a temperature of around 129-degrees Fahrenheit below zero. This cooler temperature means the air is denser and will significantly reduce the air intake temperatures. Adding nitrous will increase horsepower, and due to its cold nature, it will act as a cooling agent. This knocks down the intake air temps and helps aid in detonation.
LSX Mag: Will you need to change your tune-up for boost and juice?
Dave Vasser: As you increase power on any application, whether it be naturally-aspirated, boosted, nitrous-assisted, or boost and juice, you will need to alter the tune. The engine will need higher octane fuel, more fuel, less timing, and a colder spark plug.
LSX Mag: How should you address a timing map when spraying nitrous on a turbocharger or supercharger application?
Dave Vasser: You will set up the timing ramp to remove timing as the nitrous activates. The amount of timing will be dependent on how much nitrous you’re adding. The odds are that the system will increase in boost due to the improved air quality, so even if you’re adding a small amount of nitrous, adjusting the timing to compensate for the change is crucial.

LSX Mag: Do you see better results when spraying a supercharger or turbo?
Dave Vasser: Both a turbocharger and supercharger can greatly benefit from adding nitrous. The results vary with different applications. Keep in mind that keeping intake air temps down helps aid in detonation. Applications that are non-intercooled will have increased air temperatures, as well as applications that are over-spinning the blower or turbo.
Nitrous Outlet has realized the potential of boosted applications with nitrous, and they even built an S10 to test new products with.

This S10 truck known as Stitch houses a ProCharger centrifugal supercharger along with a Nitrous Outlet Interspooler plate and a direct port system.
“We built a 1993 S10 called “Stitch” to market Nitrous Outlet’s Boost-N-Juice program. This truck is a real head-turner, and it’s a blast to drive. It currently makes around 850 horsepower on a stock LS bottom end with a set of Frankenstein LS3 heads, an F1A-94 ProCharger, and a 100 horsepower shot through the Interspooler plate,” Vasser shares. “Thompson Motorsports is currently building a 427 to replace the stock short block. Once we swap out the engine, we expect to make around 1,500 horsepower and utilize the direct-port nitrous system and a Frankenstein billet intake.”

Nitrous Outlet offers a ton of nitrous systems and accessories to set your vehicle apart from the others. These 12lb composite bottles and billet bottle brackets are just tips of the iceberg.
It’s exciting to see the market change as companies like Nitrous Outlet and others encourage the use of its products with other power adders. Obviously, there’s a lot of added benefits to running nitrous on a boosted application, so it makes sense. This potent combination will give a boosted car the best of both worlds, and who wouldn’t want that? Nitrous Outlet offers a ton of innovative nitrous systems that will work with many different boosted combinations. If you have a question, give them a call or visit their website for more information.