February 03, 2015
 Wiring in any form is more than intimidating; it’s actually pretty scary. Unless you know what you’re doing and what you’re working with, it could prove to be the most stressful and frustrating part of building a racecar.
Wiring in any form is more than intimidating; it’s actually pretty scary. Unless you know what you’re doing and what you’re working with, it could prove to be the most stressful and frustrating part of building a racecar.
With so many different colored wires of assorted gauges routing to different components throughout the car, it’s important to do research and prepare materials for the task ahead. It was about time for our drag car, BlownZ, to get a wiring harness update along with some other new components. We called in wiring maven Jeff Jordan to work his magic. If you aren’t familiar with Jordan, he is the owner and founder of Jordan Innovations, which has been involved in the racing industry since 2006.
Jordan has had experience with Global Time Attack builds, Formula Drift machines, SCCA/NASA racecars, and much more. We were happy to work with him and learn about some of his tips and tricks while he was hard at work on BlownZ. Luckily, he was nice enough to sit down with us and go over his five “do’s” and five “don’ts” of automotive wiring. Follow along as we show you some great tips about wiring a racecar!
The Do’s:
1. Diagram Everything, Electrically And Spatially
The wiring diagram made for BlownZ was made on a spreadsheet. In addition to this, it would be a great idea to sketch a diagram of the car and roughly plot everything. When it comes time to get started, everything will be mapped out.
The first, and most important do is to diagram everything. Using a navigation system is very similar to wiring because every route needs to be planned out. Without proper planning, the wiring could turn out to be one of the biggest clusters ever experienced. Mapping out where everything goes, how much supplies are needed for each and every system in the car, and where to start are crucial to begin a wiring project.
“The biggest ‘do’ and the biggest thing that I think people should take away is that a lot of people are intimated by the thought of doing a wiring job. And because they haven’t done it before, they don’t understand 100-percent of all the things that they’ll have to do. If the person doesn’t know where to start, they’re just going to start soldering stuff, or, you know, running wires and all that without a plan. That’s when they run into some really difficult decisions, and unless they know what they’re doing, they’ll get in over their head,” Jordan explained.
“You make a list of what all the components need. If you have all the information you need to make the diagram, then you have all the information you need to make the harness. If you can’t get through the diagram, meaning that if you don’t know what you need or if you don’t know where stuff goes, you need to figure that out before you start,” added Jordan.
2. Use Crimps When Vibration Or Strain Is An Issue
 We all know that racecars vibrate a lot. whether they’re under load out on the track or sitting and idling, there will be vibration. There are also times when wires route through tighter places than others, causing strain. When vibration is a big issue, it is better to use crimps to make a connection, rather than soldering it. Solder is great for electrical connections, but it isn’t a true fusing of metal like an actual weld. It has the tendency to crack under vibration or strain, causing the connection to short, or disconnect completely. Remember to always plan out where your solder joints will be so that when it comes time to add them in, the area is already relieved of stress.
We all know that racecars vibrate a lot. whether they’re under load out on the track or sitting and idling, there will be vibration. There are also times when wires route through tighter places than others, causing strain. When vibration is a big issue, it is better to use crimps to make a connection, rather than soldering it. Solder is great for electrical connections, but it isn’t a true fusing of metal like an actual weld. It has the tendency to crack under vibration or strain, causing the connection to short, or disconnect completely. Remember to always plan out where your solder joints will be so that when it comes time to add them in, the area is already relieved of stress.



“We use crimps when mechanical forces are an issue. I come from the aviation world where crimps are the norm because vibration is always an issue. But in cars, as long as you can strain relieve and isolate the joint from vibration, solder joints work very, very well for a lot of things,” explained Jordan.
“The downside to crimps, most of the time, is that they’re much bigger than a solder joint. If you had a bundle of 50 soldered wires and you staggered the joints, you wouldn’t be able to tell where those splices were. But if you shaped that harness, vibrate it, or put a lot of strain on it, you’re gonna break a few of those solder joints, whereas crimps would not break,” Jordan stated.
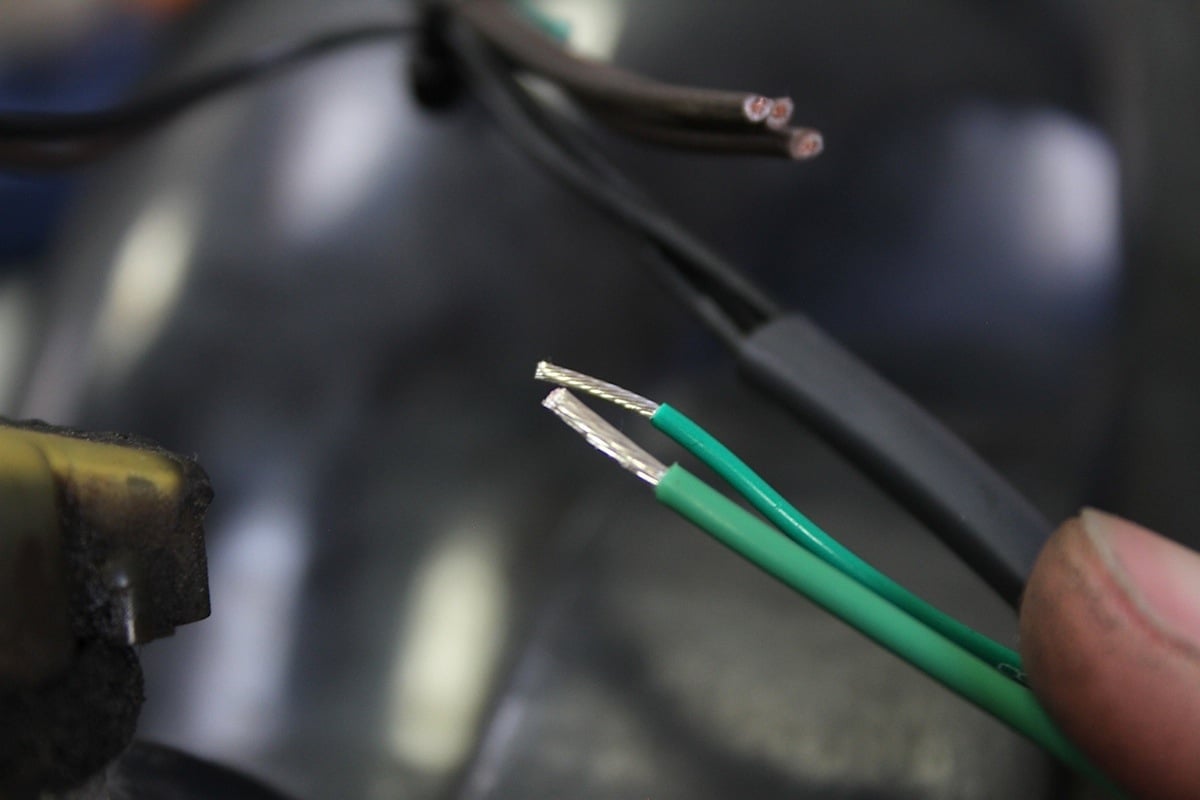
3. Stagger Your Solder Joints
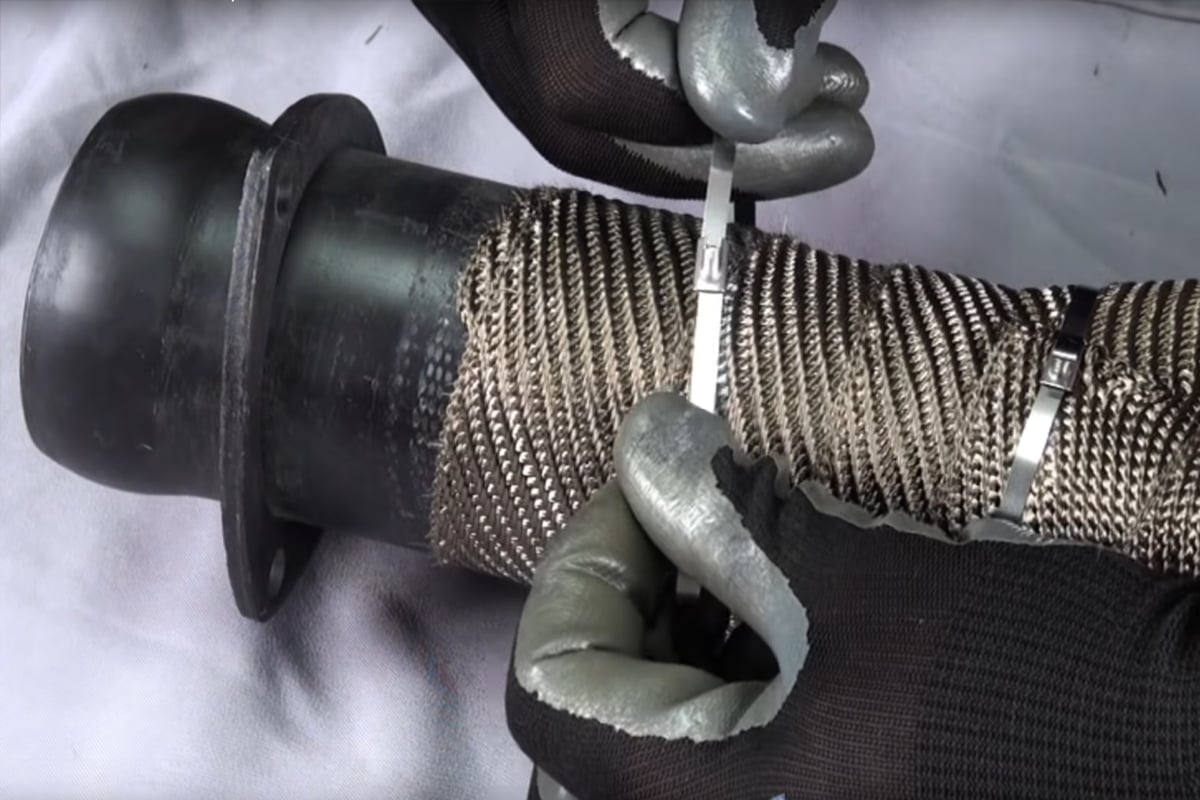
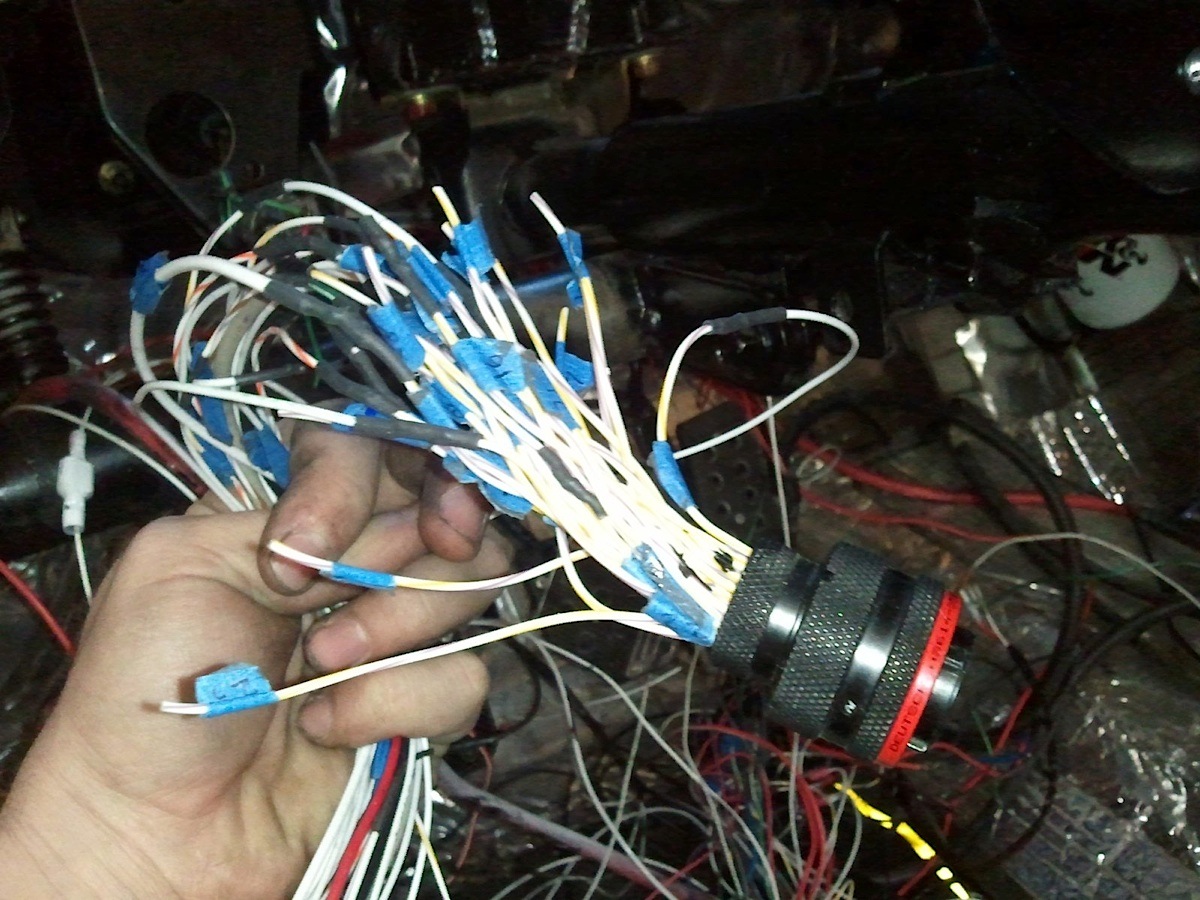
As you can see, these solder joints are staggered, meaning that the joints are not spliced in the same place. Instead, they’re offset to keep the diameter of the harness constant throughout. Our harness’ solder joints aren’t staggered too far apart due to the harness being larger in diameter. In most cases, you’ll want to solder the joints an inch apart or more.
Staggering solder joints is a very good tip for basic wiring or even for building something as extensive as a wiring harness. When there is a bundle of wires that need to be spliced, it would be ineffective to splice all of the wires in the same spot because it would create a larger diameter spot in the harness. By staggering the joints, it allows for an even diameter throughout the harness.
“Whenever you have a splice it’s gonna be a little bit thicker in that spot. If you stagger the joints, the bundle diameter stays closer to constant. You don’t want there to be one thick section and one thin section,” Jordan explained.
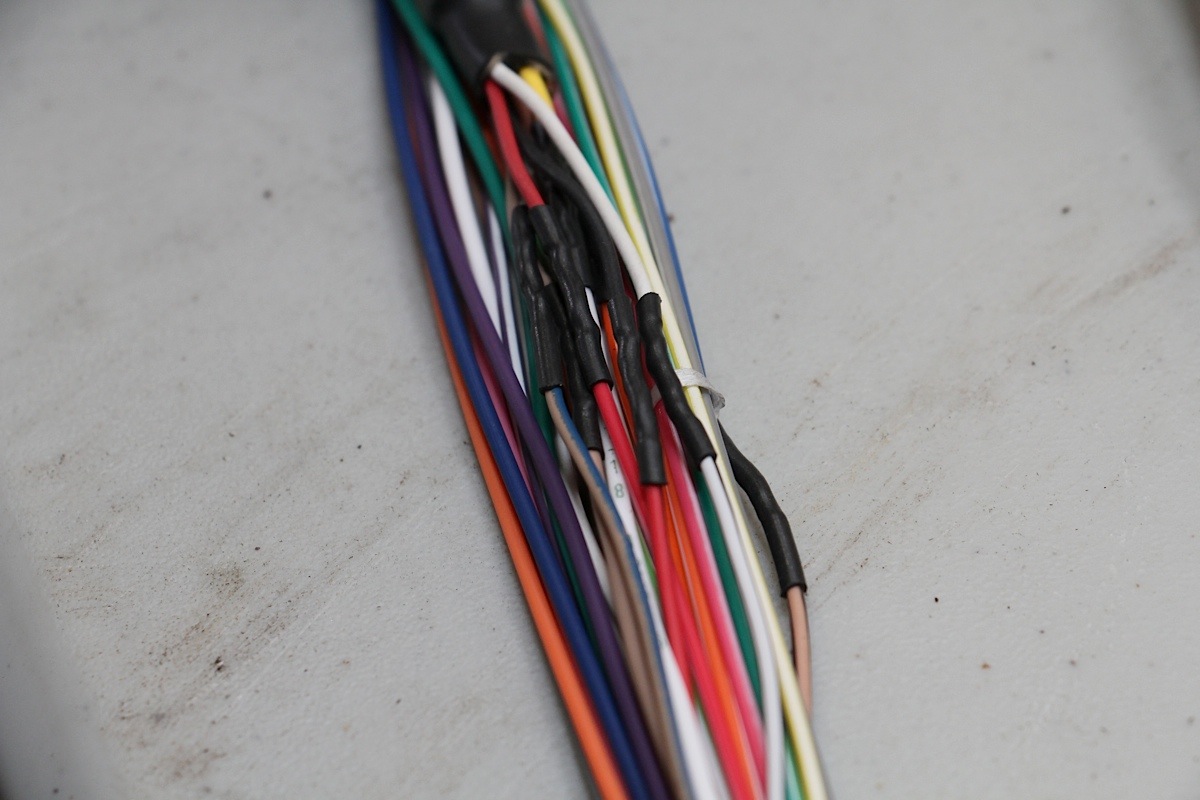
4. Strain Relief and Abrasion Resistance
 A wiring harness can be routed anywhere throughout the car. It would be in your best interest to strain relieve the harness, should any mechanical forces pull on the harness while the car is idling, under load, or even stationary. This can be done by adding some method of external support for the harness at every splice.
A wiring harness can be routed anywhere throughout the car. It would be in your best interest to strain relieve the harness, should any mechanical forces pull on the harness while the car is idling, under load, or even stationary. This can be done by adding some method of external support for the harness at every splice.
“Everywhere you have a mechanical force on the harness, trying to pull it apart or trying to pull it in one direction, you want to have something like a ziptie or P-clamp so that the mechanical forces acting on your harness don’t pull it apart or vibrate it out of commission. Think of a half-inch harness that splits off into quarter-inch harnesses; you want to make sure that if you pulled those quarter-inch harnesses apart that it doesn’t rip into your half-inch harness. You’re making sure that you’re not bending and vibrating the harness at the same point over the lifetime of the harness, because the individual copper wire strains can break. That’s what zipties are for in every splice,” Jordan stated.
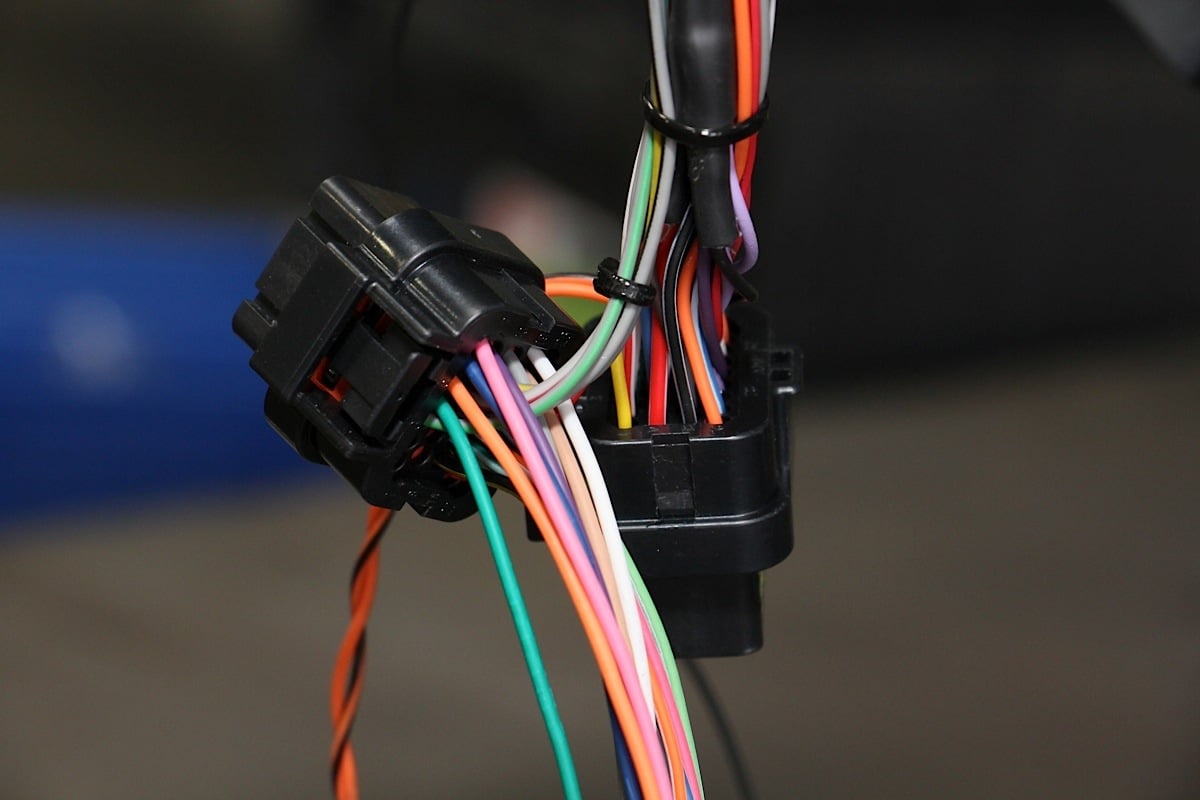 Another thing that is often overlooked is strain-relieving the wire ends where they enter other components, especially connectors.
Another thing that is often overlooked is strain-relieving the wire ends where they enter other components, especially connectors.
“We strain-relieve all of the crimps where the wire enters the pin that goes into the connector. Those all have a wire crimp and insulation crimp. The insulation crimp is the part of the pin on the back that goes over the plastic, and the purpose of that strain-relief is that if you pulled the wire, it’s holding on to the insulation, not just the copper, because the copper will work-harden and break,” said Jordan.


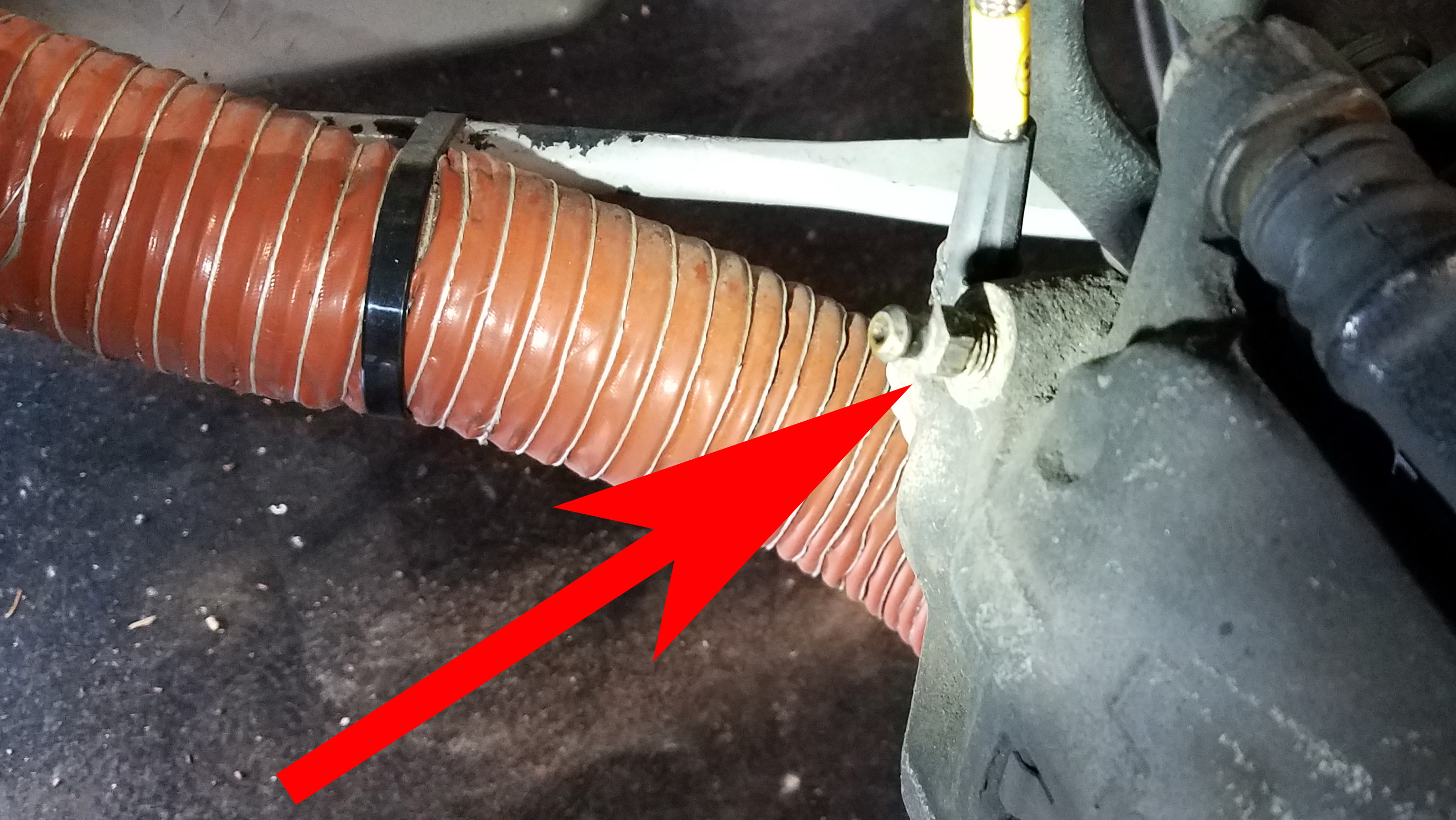
If the harness is going to be routed anywhere where the loom can be ripped, like sharp corners or edges, or through the frame or firewall, it would be a good thing to prepare the area for abrasion resistance. That can be done by using rubber grommets to protect the harness from the spot where it enters the frame to the spot where it exits the frame.
“Whenever you have a harness that passes over a sharp corner, you want prevent the harness from getting rubbed or cut. Running stuff through the frame is really cool, except everything vibrates, rattles, and gets pulled on. Putting grommets where harnesses pass through bulkheads is key,” Jordan explained.
5. Use Good Materials And Tools


Left: T&B Ty-Rap zipties are choice for Jordan because they have a stainless steel locking mechanism for maximum strength and longer life, rather than a standard ziptie with a nylon locking mechanism. Right: Jordan’s Metcal soldering station where all of the wiring magic happens.
Knowing your business when it comes to wiring is one thing, but using good tools and good materials is half the battle. Using supplies that are tried-and-true is the way to go when tackling even the easiest of motorsport wiring jobs.
“Having good tools and materials is all relative. There’s definitely another level of materials and tools above what I use that Formula One uses. You’re not going to be doing a motorsport-level wiring job with stuff from Auto Zone. Some of that stuff might work well, but there’s a reason why professionals tend to use better tools and materials. Some people aren’t going to pay $700 for a pair of crimpers if they’re only gonna use them once, but some might pay 50 bucks for the next step down on eBay or Craigslist,” Jordan added.
Often, the step up in price from bargain no-name equipment and raw materials to decent quality stuff is relatively modest, although it can add up when wiring an entire car. Compare that to the cost of making repairs or troubleshooting, though, and it’s worth every penny.
The Don’ts:
1. Don’t Hack Or Get In Over Your Head
This is what happens when a lack of patience takes control and the proper steps aren’t taken the first time. You end up in over your head with a huge cluster of solder joints with no other choice than to start over. Take the time to understand what you’re working with.
The number one rule when it comes to wiring is to have patience. Don’t have the mindset to wire the car up hastily just to get it running and say you will build a nice harness later, because “later” never comes. Just do it right the first time and you will be surprised at how much time and money was saved. You’ll also have a running car!
“Build the harness and then test each part of it before you go invest a ton of money to take your car to the track. That disappointment of ‘I thought the car was working and it’s not’ is such a powerful demotivator to car fans, and that’s how cars get left sitting for the whole season. You know, like ‘ah f@&# it, I’m just going to leave it in the garage,’” explained Jordan.
Frustration leads to mistakes, and when you’re working with electrical systems, mistakes lead to fun stuff like cars not running, or worse yet, cars catching on fire. If you don’t have a good understanding of what you’re doing, stop and fill in the gaps in your knowledge before continuing the job, or bring in an expert if it’s truly beyond your abilities.
2. Don’t Wire Both Ends Then Route The Wires
This is why wires shouldn’t be soldered and crimped at both ends before routing the wire through the car. The end result is wires running everywhere, not in one concentrated harness. This is also goes back to using good materials. Twist-on wire nuts have no place in automotive wiring as they don’t cope well with vibration. Also, there is no strain relief.
This is a big one, and it’s something that a lot of people do without knowing that what they’re doing is wrong. By doing this, it’s very easy to end up with a bunch of wires running all over the place. To avoid soldering or crimping both ends before the wires are routed, simply refer back to the diagram of the electrical system you are building and you will see how everything needs to be routed.
“Something that a lot of people do is they’ll run wire run and solder or crimp the ends, and then figure out how it routes through the car. That’s how you end up with stuff that just runs all over the place. This goes back to if you have a diagram of where all your stuff needs to go. With that diagram, you’ll know that the wires that go from A to B will need to pass through there and there to get there using the routing that you designed. All of your wires will have enough length on them and they’ll go where you want them to go,” added Jordan.
3. Don’t Place Solder Joints In Areas With Vibration Or Strain

In this photo you can see the broken solder joint due to vibration and not staggering them. These can be incredibly hard to diagnose.
When a solder joint is made in an area with a lot of vibration or strain, it will easily break and cause a short or open circuit in the system it’s running to. Use crimps in these areas, as they are far more flexible than a soldered joint.
“What’s so bad about solder joints that break is when you go to pin out the harness, It’ll pin out with continuity, you know, if you’re on a continuity test on the multimeter and you’re testing from A to B, it’ll beep and read 1 ohm or 0 ohms because it does have continuity, but its broken. As soon as you try to pass some power through there, it’s going to create a bunch of resistance and your voltage is going drop because the solder joint is broken. That wire’s joint’s ability to pass power through it is now one 1/100th of what it’s supposed to be,” stated Jordan.
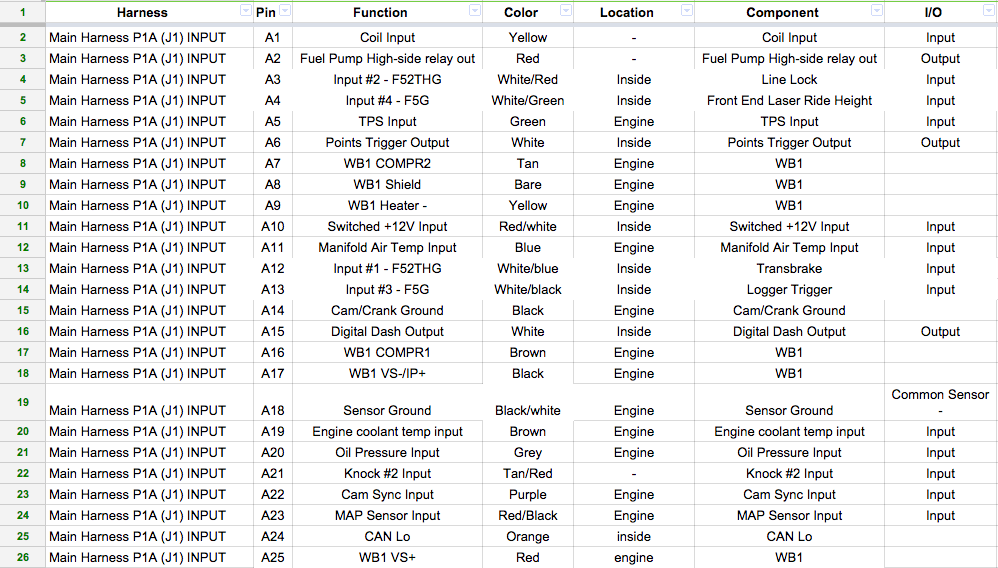
4. Don’t Use Regular Pliers For Important Crimps

It’s obvious that these crimps weren’t performed with a proper pair of crimpers. Also, this is not the correct wire or wire size for the job, which is why the individual copper strands broke. This is exactly what you don’t want your wiring to look like when all is said and done.
The reason why it’s not good to use pliers, or any other tool not meant for the job, for important crimps in the system is because they won’t hold. It might look like a good crimp, but there is no way to tell. So, in this case, it is really beneficial to use the proper pair of crimpers for the job.
“A lot of people don’t buy good crimpers or they don’t know where to buy good crimpers, so they end up using pliers. The important thing about a crimp is that a crimp doesn’t have solder to help out with the mechanical connection between the wires. All you have is a mechanical connection that you’re able to put on these wires with the crimp. Also, there’s no way to tell when the crimp fails because it will still be touching, but it won’t be touching all the way around. It’s very hard to diagnose when a crimp fails,” Jordan explained.
5. Don’t Rush
 Chances are that if you rush a wiring job, you’re setting yourself up for disappointment. Just take your time to learn what you’re working with, make a diagram, take good measurements, and everything will go together as it’s supposed to. Because it’s usually one of the tasks left to the end of a project, wiring a car often doesn’t get enough time budgeted for its completion, and builders will make the error of speeding through the process as quickly as possible to meet a deadline.
Chances are that if you rush a wiring job, you’re setting yourself up for disappointment. Just take your time to learn what you’re working with, make a diagram, take good measurements, and everything will go together as it’s supposed to. Because it’s usually one of the tasks left to the end of a project, wiring a car often doesn’t get enough time budgeted for its completion, and builders will make the error of speeding through the process as quickly as possible to meet a deadline.
“The only way to guarantee failure is to rush. You could have done everything else right, but if you rush your chances of having a harness that doesn’t work go way, way, way up and that’s true for anybody. It’s true for somebody that does it 5 days a week, just like its true for somebody that does it once every couple of years. So, take your time,” Jordan added.
Positive Energy
Hopefully these tips will help a lot when it comes to wiring up your own project car. With wiring, it’s really important that a diagram is made, good materials are used, quality tools are used, and that you have quite a bit of time on your hands, as doing things right can be a very time consuming process. The last thing you’d want is for your wiring to ruin the whole project, so just take your time and understand what you’re working with before you get started.
We want to give a big thanks to Jeff Jordan of Jordan Innovations for taking the time to sit down with us and go over these helpful tips with us. And we also want to thank him for doing an awesome wiring job on our beloved BlownZ!