About the Author: Dave Localio is a long-time friend of ours and the owner/operator of Headgames Motorworks, a cylinder head specialist founded in New Jersey in 2001. Dave and his team have amassed a huge amount of experience and expertise and are now creating some of the best performing cylinder head and cam packages for both domestic and import vehicles, be it for street/strip use or full blown race applications.

Myth #1. CNC is “better”
This one depends on the piece in the machine. If your making billet heads, the accuracy of the CNC is worth talking about, because you’re making something from scratch and making a batch of them ensures that they will all be the same. But when it comes to CNC machining a factory cast cylinder head, talking about the accuracy of the machine is a moot point. I say this because the factory head is cast, which means there will be some variation from head to head because of the imperfections that come from the casting process. That’s where the words “core shift” comes into play, because when we get cast heads back from the CNC shops there is not one that is exactly the same. In fact, in the head there is no ports that are the same. You can even see where the CNC did not touch the casting in one port but did in the others. That’s because the CNC machine does not know where the ports are, just where they are supposed to be. Meanwhile, a hand knows the center of that port every time. So, what does this mean?
While a CNC is better than a hand at many things, when it comes to porting your factory cast cylinder head it is really just faster, meaning it’s faster than any human could grind and sand your head. So, instead of waiting weeks or months to get it back from the machine shop, someone with a CNC could rip through it in a few hours and have it on the floor ready for machine work. Talking about consistency machining an inconsistent part makes no sense except to market it as the best option. However, because there are cylinder head guys out there who do such a poor job hand porting, seemingly haven taken lessons from a blind person with a hammer and a chisel, they help perpetuate the myth that CNC porting is more accurate or “better”.
Myth #2. Dimple Ports
While we are on the subject, we should touch on dimple ports. The argument is that it works on golf balls because it creates a boundary layer of air and helps it move the ball faster and farther. In a port, we are looking to create a situation where fuel stays off the wall of the port. So the dimples would (in theory) help create this boundary layer of air that would keep the fuel off the wall and in suspense and atomized.
First off, more than likely you have an engine with modern fuel injection if your reading this. Modern fuel injectors do an excellent job of atomizing the fuel, especially with todays engines where injector location is engineered very carefully for optimized delivery. So, the only true advantage I see in dimple ports is if you’re playing discus with the cylinder head and want to see how much farther you can throw it. If there was any real basis for dimple ports, you’d be seeing it in high-performance factory engines and professional level race engines and that’s simply not the case.

Myth #3. Mirror Polishing
Charlie Kulp taught me how to grind. The man was working with Smokey Yunick back in the 1960s (look that name up on Google if you’re unfamiliar with Smokey, he’s a racing legend and innovator on a level few others could touch) and when they ran stuff in NASCAR they tried mirror polishing on the heads. It didn’t work then and it won’t work now. The reason being is that when you make the walls of the port too smooth, the air moves so fast and sticks to the walls of the port such that the fuel falls out of suspension, causing inconsistent fuel delivery to the combustion chamber.
Myth #4. Bigger is Better
It’s super easy to make a port as big as it can be. And we all know if it were easy, everyone would be doing it. But, that is kinda the problem. There are more places that believe in this theory than not. So, what you get is an industry full of heads that flow great from .500 lift on but are lazy on the car. Because velocity means more than flow! Air flow means something, and big ports and big valves don’t equal air speed. Simply put, the big stuff shines on the flow bench but runs like a dog with flees on the car.

Myth #5. Because It’s Ported, It’s Good For My Application
Here is a gigantic misconception. With the advent of CNC you have a lot of performance shops and even CNC shops selling heads and selling them in one configuration. All of the them are ported to the max, with an oversize valve and flow insane numbers at max lift. But here’s the problem, your making 700 and want more power. You street drive the car a few hundred miles a month. You love beating on it. Put the big head on it and it losses all torque and has a dyno ramp that looks like a ski slope. That’s because the head is too big for your application. This is especially true with turbo cars. The max effort head will make the car lazy into boost. It will only make more peak power. That’s why asking for a flow sheet is so irrelevant. The dyno mimics the flow sheet in this case. It will make more jam, but where it makes the jam is what you should be concerned with.

Myth #6. Flow Testing
The biggest question we get daily,”What does it flow?” yet this is absolutely the most misunderstood part of cylinder head purchasing. And kind of where the bigger is better theory makes cylinder head sales. As stated above, you have a bunch of humans that don’t understand flow testing throwing everything at the head for the mighty CFM number at max lift and forget that it only hits this point once where they should be concentrating their efforts on everything that happens in between. The valve goes up and down through the lift ranges twice. The way the head behaves on the bench is indicative of how it will behave on the car most of the time. Why do I say most? There has been heads we have done that flow like a gangster at a rap party but run like a fat man chasing a banana. You can’t always believe the flow bench because there are so many different variables going on in the engine that the bench cannot capture or account for. Things like overlap, lift and duration of the camshaft can play a role. Asking “what does it flow” doesn’t necessarily help you make the right decision and often times it adds confusion for the novice buyer.
Myth #7. The Gasket Match
This myth started on the domestic side of things. With the old heads, people would open the intake or exhaust port to a particular gasket. This was supposed to be the end-all performance enhancement. Truth is, there is zero thought by gasket manufactures on how big your port is supposed to be. The job of the gasket is to seal, not to enhance flow. When we look at this myth’s origins, people where trying to open up the cylinder head at its pinch point which would be the push rod restriction. Sport compact heads don’t have this restriction. And, the truth is most heads do not need a gasket match for the performance level they’re at. Here at HeadGames we do not usually open anything near the gasket til 1500-whp on 6-cylinder cars and 1200ish on a 4-cylinders. It’s better described as a port match and not a gasket match. Port match means that the port size most ideal for the port shape, NOT the gasket.

 Myth #8. Valve Jobs
Myth #8. Valve Jobs
Another question we get daily around here, “Do you do a radius valve job?” or “Do you do a 5 angle valve job?”. A valve job is not just a valve job. You can’t just throw any 5 angles or any angles at a head and expect results. Typically a valve job consists of 3 angles from the factory. Almost any cylinder head on every car since the 1960s has a 45-degree “seat” angle (with the exception of muscle Pontiac and Oldsmobile that had a 30-degree seat angle). We say seat angle, because this is the angle which the valve sits on when it is closed. Then there is a top and a bottom cut. When we add angles, they are added to the bottom of the 45. An example of a 3 angle would be 35-45-60 angles. When we increase the number of angles, we would say 35-45-60-70-90 for a 5 angle. Now, that we have the number of angles, the only way to really know what angles actually like to be on the head, we have to use the flow bench, dyno and on-track testing. We do extensive, labor intensive testing on every head for valve jobs. Not any valve job work just because it has a number of angles. They have to be the right angles for that particular cylinder head.
Also, radius valve jobs are a popular question. Do they work? Sometimes. Do they work on everything? NO. The radius looks great, and feel it up with a finger and you might think this is the most awesome invention since sliced bread. But on the flow bench and on the car it can be a heart breaker. There is more instances than not where a full radius valve job will hurt more than help. This is especially true on an intake seat. Air doesn’t like to turn. It likes straight paths. And it loves angles. But not too many, because too many angles on a small seat can make it a radius.
Myth #9. Big Valves
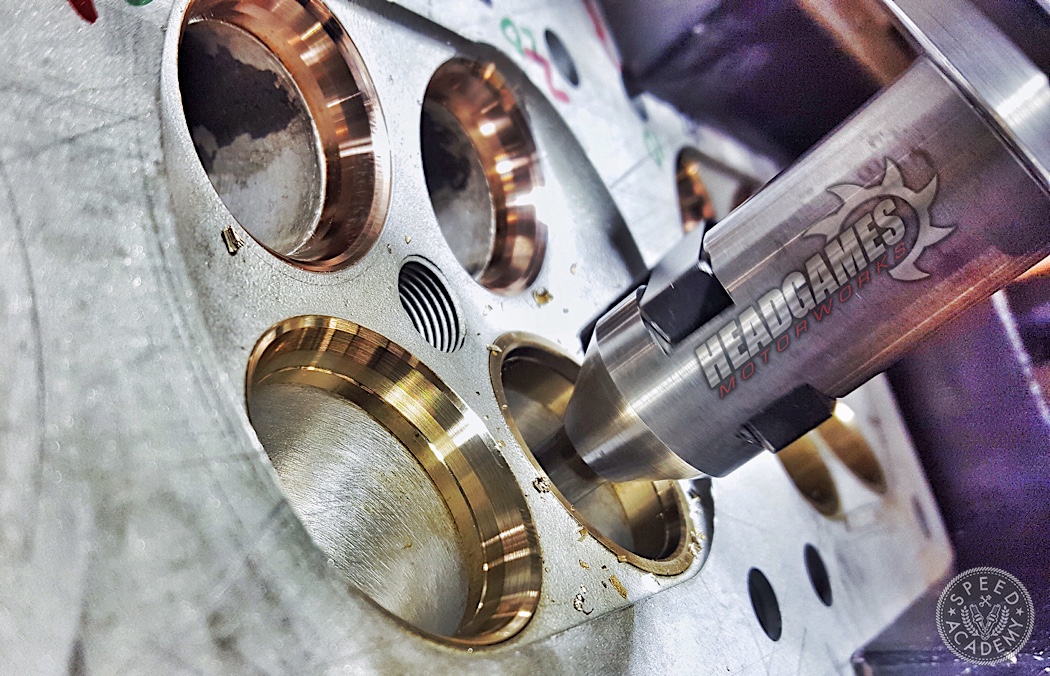
Tied to the subject of valve jobs, larger valves are certainly a big part of why people use them. Here is the deal. In the multi valve community, there are many places that do an oversized valve simply because they do not have valve job technology. But if you don’t have valve job technology, then you probably don’t know where to put the throat diameter. The area under the valve seat has more potential for flow than almost anywhere else in the head! It also has the biggest potential to hurt flow by being too small or too big!
 Myth #10. Port Shape
Myth #10. Port Shape
Port shape is the second biggest advantage when it comes to a ported head. When we port heads by hand, a lot of people ask, how do you know when to stop? Well, the answer is in the port shape. Once the shape is mapped out then you just make everyone the same. But, this is where the flow bench can be your friend or your heart breaker, depending on what transpires. It’s almost impossible to decipher this unless you have owned a flow bench or see enough ports to know what shapes change flow characteristics on particular cylinder heads.
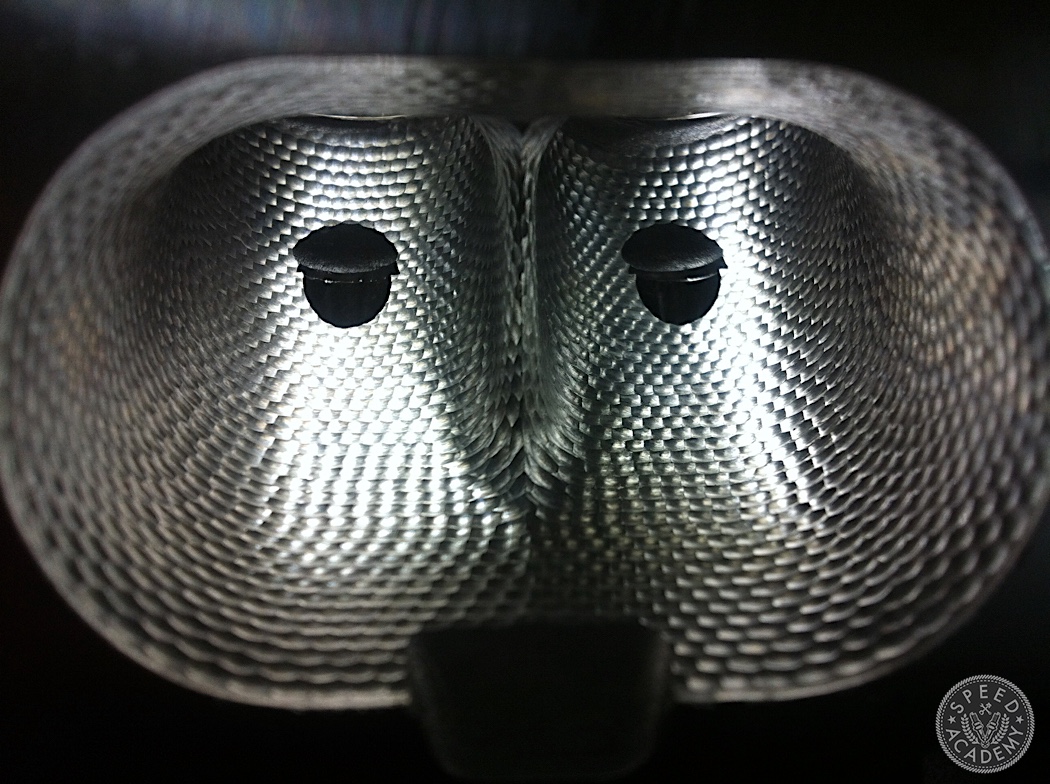
Best way to show this is by an example we had in our development in the 4-cylinder Mustang Ecoboost head.
When we first looked at this head, it was easy to see how Ford completely separates the two intake ports. No sport compact head does this so far out into the port. The port is very long and small. Seeing other heads on the market, most are knocked back the center of the 2 ports and made it appear to be a larger runner. It looks awesome!
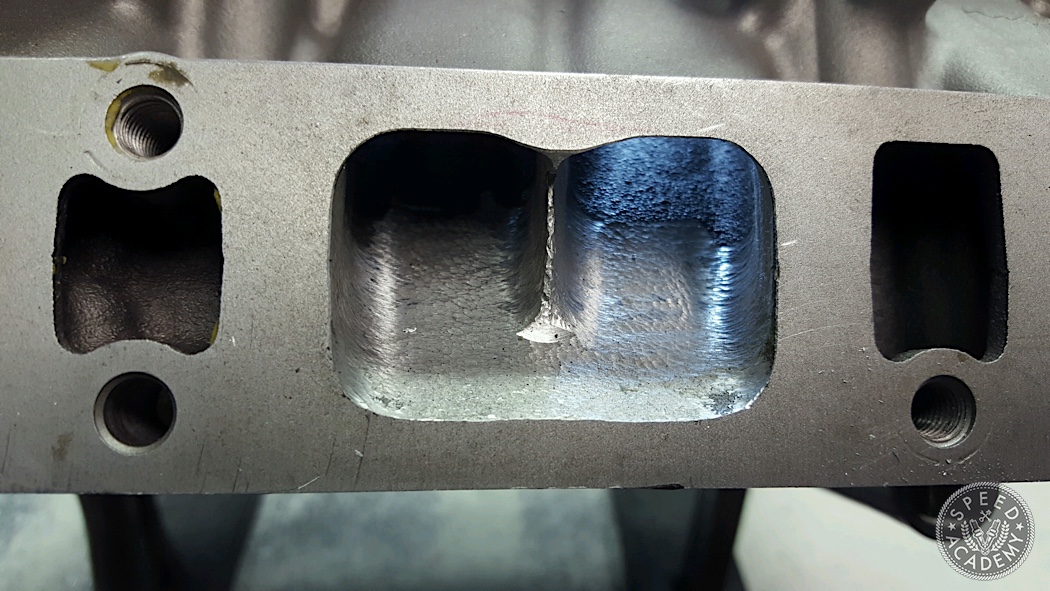
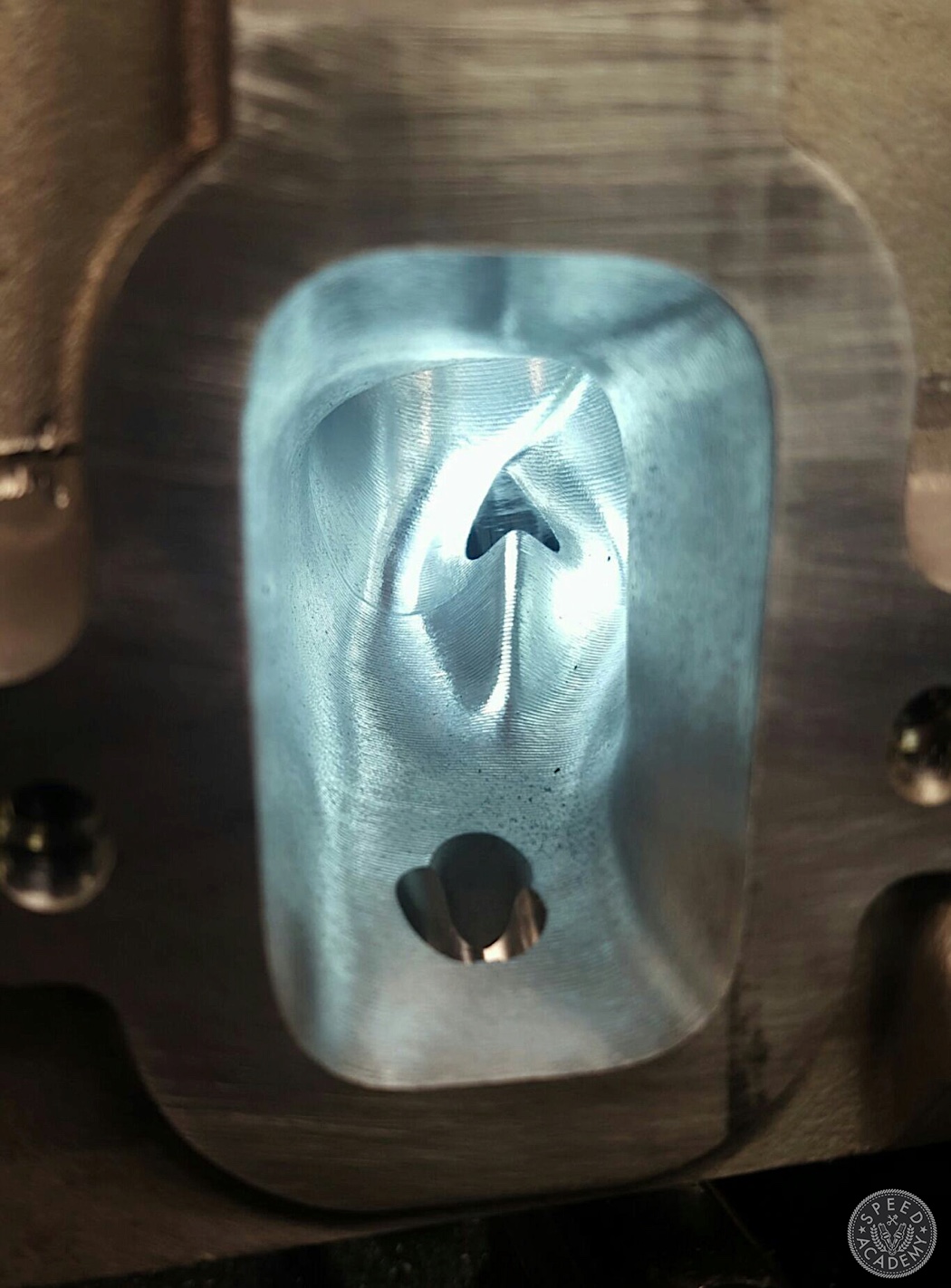
So, we did one port to see what it does on the bench and only did that section of the port to see how it behaved. WELL…it didn’t behave well at all. In fact, it lost 40 cfm almost everywhere. Thinking maybe it was the way we shaped it vs the competition, we mimicked their port entrance for the second testing. Same results. It was obvious no one had actually tested this on the flow bench until now.
So if we were losing so much airflow, where was it going? Well, when you don’t know you ask someone smarter. We hit up our friends at McLaren, Dan Archer and Tim “the airflow doctor” Connelly. We went through the port and by using velocity probes learned that the air flow had actually moved to a corner of one port side because of the divider! It looked cool, but didn’t work.

We went back to the drawing board and kept the divider. Ported and just changed the shape of the intake port. 90 cfm gain! And this head went on to set the national ET record.