July 13, 2018
When you hold the keys to an automobile, you also hold the keys to a lot of different opportunities. The automobile means you have freedom to travel. You can go to the store and pick up gluten-free hamburger buns, or you can take your car to the track and find the limits of man and machine. If you decide to head to the track, whether it is an autocross in a large parking lot or a time-trial event at a closed-course race track, you will need more than just your car keys and whip. You are going to need a helmet. Most sanctioning bodies from drag strips to local solo/autocross events require some sort of certified helmet.

The Sports Car Club of America (SCCA) runs solo events, also known as autocross events, all across the nation. The General Competition Rules (GCR) require a helmet is worn by both the driver and any passenger.
A helmet is one of those things you hope you never actually need. Many refer to this safety device as a “crash helmet” which is something you certainly never want to use it for, however that is exactly what it is designed to be utilized for. These helmets do a very important thing during a collision — protect your brain.
Even if you haven’t attended medical school, we all know enough anatomy to understand we need our brains to live. So, for obvious reasons this is no place to cut corners and try to save a few bucks. The purchase of a helmet can save your life. So, long story short, spend a couple of dollars on your own brain bucket. It is an easy insurance policy.

Not all helmets are created equal, and they are individually designed for different tasks. Automobile racers require a Snell SA certification, SA stands for Special Application.
I often forget what my helmet is really for. I use my helmet as a place to put sponsor stickers and I use it to concentrate before a race. I close my visor, which is the universal sign for “leave me alone for a minute,” and I sit and think about the task at hand. How do I want to start? How am I going to manage my tires? Which cars am I going to draft with, or who am I going to block? My helmet is my Zen place, but that is not the intention of the design. It is designed to save my life when things go sideways, or worse, upside down.

RaceQuip builds high quality yet affordable helmets for auto racing only. They don’t bother building motorcycle helmets. They are strictly in the car racing market.
Certification
When purchasing a helmet there are various options that need to be considered. The first one is the certification. For most car racing enthusiasts you are looking for a Snell SA rating. It is important to understand how helmets are rated as you will see a few different decals on helmets as you are shopping around.
You will see a D.O.T. decal which is really for motorcycle helmets on the public roads. You will see an M rating which is again for motorcycles and you will also see an SA rating. The SA rating also comes with a year associated with it. The year listed on the decal isn’t the year the helmet was manufactured, it is the Snell standards associated with that particular year. You may also run across F.I.A. ratings which come out of Formula 1 and Europe.

This helmet has a Snell SA 2000 rating, which means it is out of date. The ratings are good for approximately 11 to 12 years from the Snell date (depending on new ratings, and a particular sanctioning body’s rules). When you go through tech inspection, this is the sticker the tech inspectors are digging around inside your helmet to find.
So, how in the “snell” did this certification come about? Great question. Pete Snell died in a motor racing accident in 1956 from a rollover collision. Afterwards, a team of doctors, engineers, and scientists got together and, in Snell’s memory, dedicated their work to certifying safety standards in helmets. Since 1957, the Snell Memorial Foundation has been certifying helmets. Why do you care? Because unless your helmet has their certification sticker inside, you ain’t racin’.
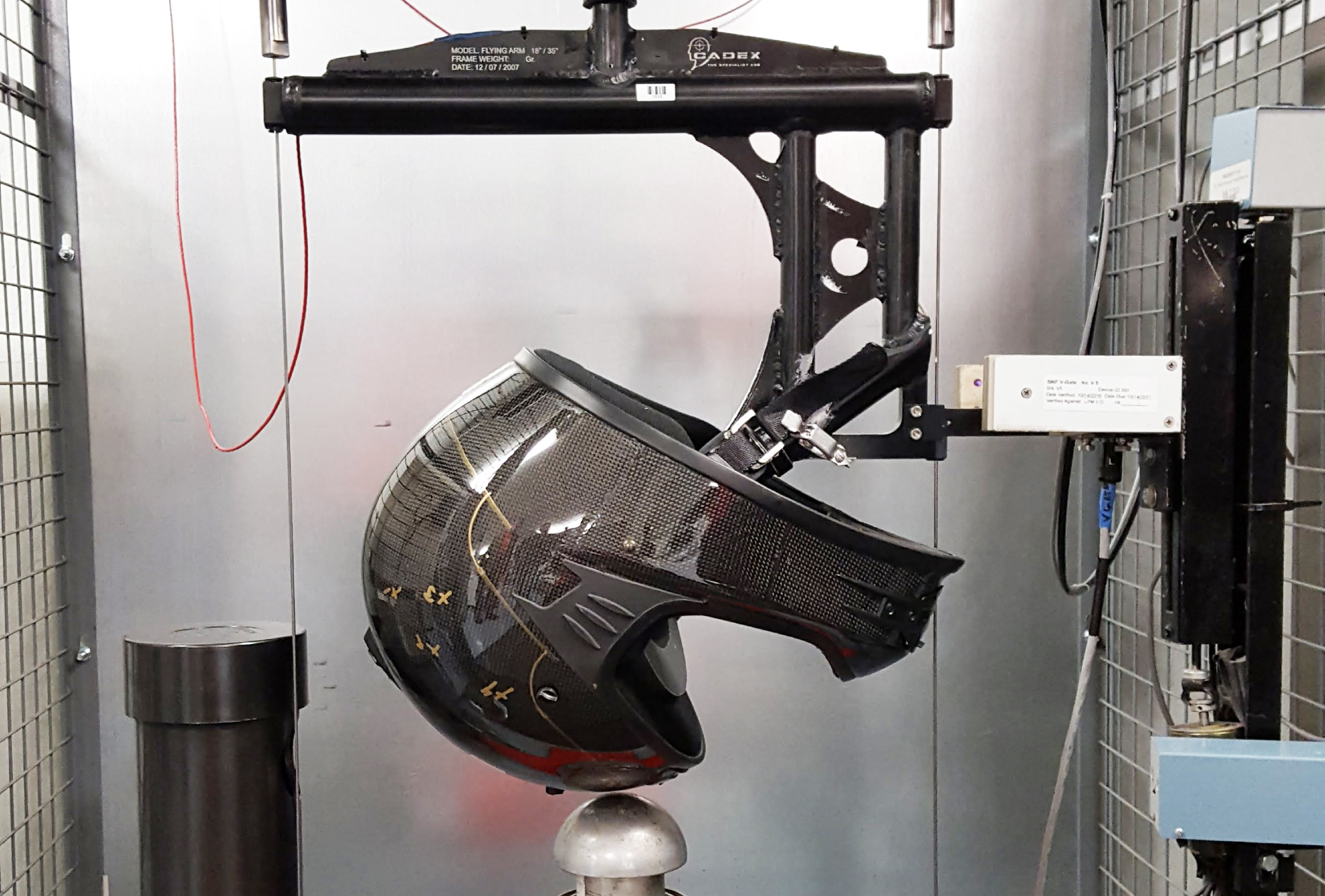
This is the drop test at the Snell Memorial Foundation, where engineers spend all day smashing stuff.
To find out how helmets can earn a Snell rating I spoke with Ed Becker, executive director and chief engineer at the Snell Memorial Foundation. The simple answer is helmets are test rated by bashing them into things. One of the tests performed is when a helmet has a 6.1 kilogram metal head placed in it (yes, kilograms because scientists use the metric system), and then the helmet is dropped from 11 feet. Sensors inside the helmet measure the G’s felt by the simulated head. No, they don’t use live humans for this test, for obvious reasons. If the G’s felt are above 243 G’s for a size large helmet, the helmet fails and does not receive a Snell certification.
Ed said helmet manufacturers have their own choice in how they build a helmet, Snell does not mandate a construction process, they only designate the tests the helmet must pass in order to be certified. The goal at Snell is “impact energy management,” which means when the outside of your helmet stops, the inside of the helmet should let your head “ride down” the impact by compressing the inner layer of the helmet, so your brain doesn’t feel the heavy hit.
For the SA 2015 standards, the SA rated helmets are being hit harder than the M rated helmets. Currently, most helmets that arrive at the foundation for testing do pass the tests as the helmet manufacturers engineer the helmets with the Snell standards in mind. However, occasionally helmets do fail, and then they are sent back to the manufacturer for a redesign. Snell rated helmets are safer, because they are tested beyond the government requirements for a basic D.O.T. rating. Those government requirements date back to standards set in 1966 which Ed considers, “Ancient technology.”

Some sanctioning bodies allow you to run an M rated (motorcycle) helmet, however, the recommendation for automobile competition is the SA rating should be used. The motorcycle rated helmets are not designed for impacts with roll cages and are not built with fire-retardant materials. The helmet in this photo, decked out in Girl Power livery, is a Pyrotech SA 2015 rated helmet for auto racing.
Construction/Fitment
Patrick Utt, president of RaceQuip, explained how his helmets are built, “Helmet construction, from inside out, starts with a layer of fire retardant cloth covering a thin layer of soft foam against your head. This covers a 2-inch thick Expanded Polystyrene (EPS) dense foam insert. The EPS liner fits into an outer shell made from one of any various composite materials including fiberglass, Kevlar, and/or carbon fiber. The outer shell has a layer of gelcoat (or clear epoxy) that was sprayed into the mold to ensure the helmet has a good surface finish and releases from the mold more easily. Lastly, a layer of fire retardant paint covers the gelcoat layer.” RaceQuip prides itself for its affordable helmet designs and only builds SA rated helmets.
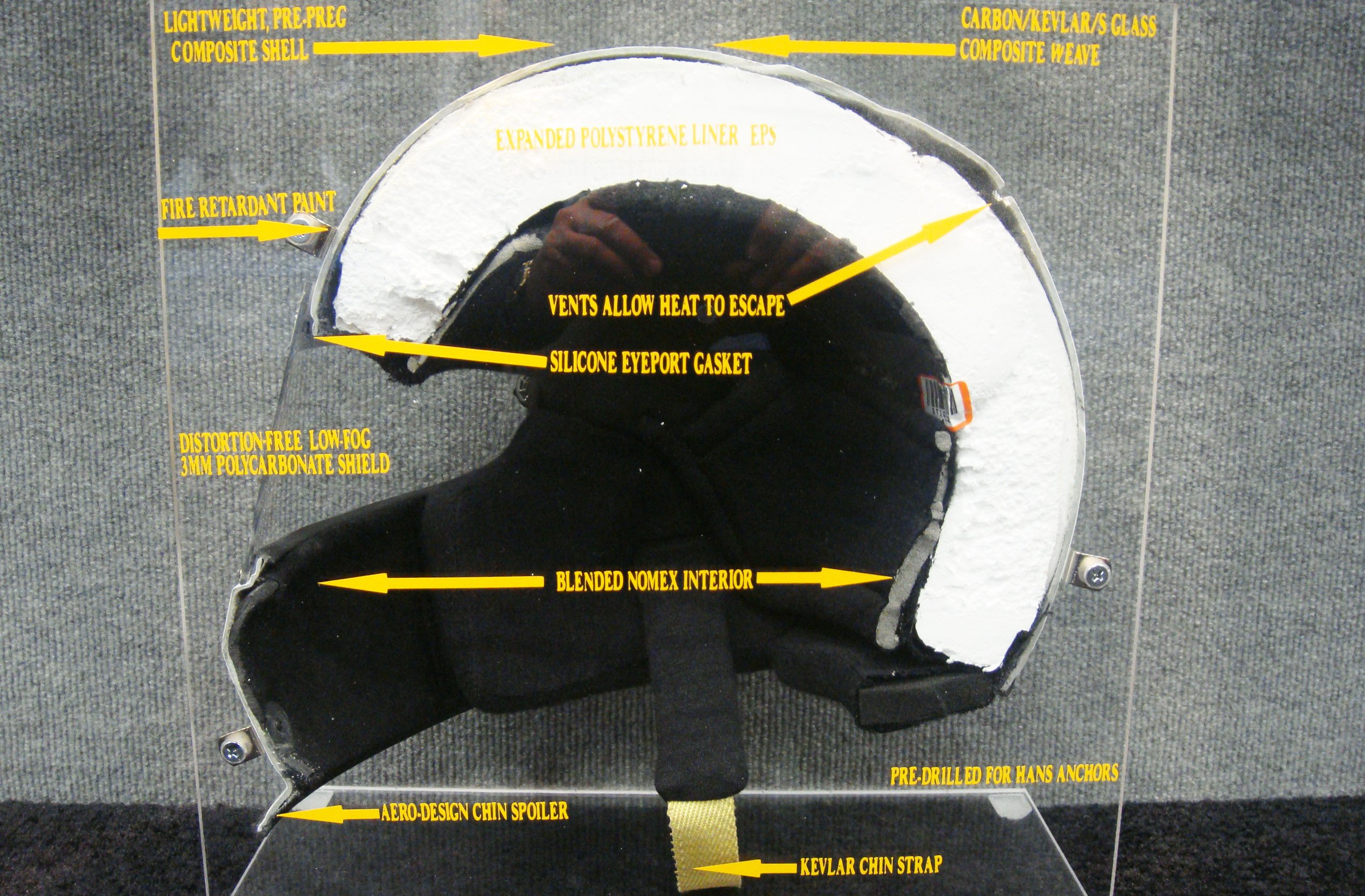
This helmet cut away shows the construction of an SA rated helmet. There is a lot of engineering in the design of these helmets to ensure you have the best chance possible in a collision.
When deciding which helmet is the right one for you, the best advice I have seen comes from Ken Myers, owner of I/O Port Racing Supplies, who races cars and sells helmets to racers all day long. “If you can go to a store and try the helmet on, you will be much better off versus buying one on the internet and hoping for the best,” he says.
Ken says fitment is the key to being comfortable in the race car. “Size large doesn’t always mean large, and a large helmet in a Pyrotech that fits you doesn’t mean a large helmet in a Bell will fit you the same,” he mentions. “Bell’s higher-end helmets are sized in hat sizes, for example 7 5/8ths. However, just because you wear a 7 5/8ths hat doesn’t mean that same helmet size will fit your head properly. You need to try the different helmets on.”

I/O Port Racing Supplies has many helmet options to choose from. According to owner Ken Myers, it is helpful to take the time to test fit different helmets before making your final decision.
One of the considerations when buying a helmet is the material the shell is made of. More expensive helmets are made of carbon fiber and are lightweight. Ken Myers says there are some advantages to a lighter helmet in a collision. “The more mass on your head in a collision, the more chance for injuries to the neck. Additionally, lighter helmets are easier on the drivers during long stints behind the wheel, like for endurance racers.”
This advice was echoed by Patrick Utt from RaceQuip, “The weight factor is mostly important to racers who spend an hour or more in the car during a race. The lighter weight is less likely to fatigue the neck muscles.”
Ken did offer this warning about lightweight carbon fiber helmets — not all carbon fiber is actual carbon fiber. “Many helmet manufacturers use a mix of fiberglass, Kevlar, and one layer of carbon fiber on the outside of the helmet to make it appear as if it is made completely with carbon fiber, which it isn’t. A $500 carbon fiber helmet, isn’t really a carbon fiber helmet.”
Ken also indicated that just because a helmet is more expensive, it doesn’t mean that it is actually a safer or better helmet, “All SA 2015 helmets have passed the same criteria to meet that Snell standard. A $250 SA 2015 helmet from Pyrotech met the same standards as a $1,300 SA 2015 Bell Carbon helmet. What matters is does the helmet meet your needs?”

There are many different helmets to choose from. The important thing to look at when deciding is comfort and rating for usage (does your helmet fit the rules of the sanctioning body you are racing with?).
Consider Options
Other things to consider when purchasing a helmet are options. Do you want forced air into your helmet? Then you need to purchase a helmet that allows you to pipe in air. Do you race on a dirt track with a lot of dust? You may want a helmet with less air vents in the front. Do you have a radio in your car? You may want to purchase a helmet that has radio speakers already in it.

Sampson Racing Communications can add a radio to any helmet you have, however, some helmets, like this Stilo have radio communications designed into the helmet from the factory.
Shawn Sampson, racer and owner of Sampson Racing Communications (SRC) outfits teams with radio equipment and sells helmets with radio gear already installed. “I love the Stilo helmet line. It’s the helmet I wear when I am racing in the 25 Hours of Thunderhill. You don’t have to worry about ear buds coming out of your ears; the speakers are built right into the helmet. It works great.”

For you guys who get thirsty out on the track you can even modify your helmet to allow for drinking water.
Other things to consider: if you race at night, you will want a clear face shield. If you race in a sunny place, you may want a dark or smoked shield. If you are an endurance racer and need to drink water during a race, you may need to add driver hydration to your helmet by routing a tube through the front to a camel pack with water.
There are a lot of things to consider when you make your helmet purchase, so it is crucial to think about all of these options before getting out your credit card. For example, if you are going to road race with the National Auto Sport Association (NASA), you are required to have a full-face helmet. Open-face helmets, which are used frequently in autocross events, are not allowed in wheel-to-wheel road racing with NASA. Knowledge is power — read your rule book!

Be fast and be safe. Take the time to ensure your helmet is right for you and what you intend to do with it.
All SA 2015 helmets are equipped with anchors for HANS-style head and neck restraint devices, which means it is no longer an issue that has to be decided by the customer, your helmet will come with those anchor positions already. New Snell standard helmets won’t be out until around October of 2020 with an SA 2020 rating which will provide even more advances in driver safety. Make sure the helmet you buy is right for what you need. When your car is rolling upside down at 100 miles an hour, that is no time to think to yourself, “Darn, I should have bought a better helmet.”
Good luck with your helmet shopping experience and keep the shiny side up!