When it comes to this hobby, not everyone has a spare pile of cash for parts. That often leads to scouring the internet, swap meets, and junkyards for second-hand deals on usable parts, like pistons and rods. There’s no shame in deal-hunting; it’s an interesting hobby where enthusiasts have to be both good investigators and negotiators. There are deals to be found, but even the best of deals is a bad deal, if they are the wrong parts.
So, we’re not going to even try and give you negotiation lessons, as in the last few deals we’ve made, we paid full ask because we needed the parts and didn’t want to risk losing the deal over a little haggling — the antithesis of the deal-hunter’s ethos. But, what we can walk you through, is how to determine what you’re looking at to help you get the right parts.
Generally, when measuring engine components, you would use the proper micrometers and measure to the .0001 inch. However, you can identify components with a simple .001 caliper, as we’ll show here. Plus, it’s a lot easier to carry a caliper with you, than a 0- to 6-inch mic set. To demonstrate, we’re going to go through and measure these “unknown” components from JE Pistons and SCAT Enterprises that came out of one of our other editor’s semi-mystery engines that he recently pulled apart.
If you can identify a part number and a serial number, you might be able to get specs that way. JE has the ability to look up this combination and gave us some good information about the parts. However, we still measured everything because a lot can happen between it leaving the factory and when you run across it.
Identifying Pistons
To some, the idea of buying a used piston is akin to buying used underpants, but there are a lot of pistons on the market that have plenty of life left in them. The key is to make sure you know what you are looking at and for. The primary measurement for all pistons is the bore size they work with, or their diameter. This can be a little bit tricky and a little bit confusing if you aren’t familiar with measuring pistons.
You see, most pistons aren’t perfectly round, and the crown, which is the spot most would think to measure, isn’t where you measure a piston’s diameter. Each manufacturer will specify an exact location of the datum point, but in general, it’s 90 degrees opposite of the wrist pin, about half an inch up from the bottom of the skirt. If in doubt, you can measure various points above and below that half-inch mark to find the largest point, but it will always be 90 degrees opposite of the wrist pin axis.

The datum line for JE pistons is .500-inch above the bottom of the skirt, 90 degrees from the wrist pin. So we Sharpied the area and then scribed a line exactly 0.500 inch up.
Now, the second tricky part of the diameter measurement is that it won’t match your bore size exactly. You have to factor in piston-to-wall clearance. Different piston materials will call for different clearances, so the actual measurement related to a given bore size will vary. Knowing these specs is crucial if you are trying to fit an already finished bore. There’s a little more leeway if you haven’t done the machine work yet, but you still need to know that there is a variance there.
For example, say you were looking for pistons to fit your 4.030-inch bore. If you were looking for a set of Hypereutectic pistons, you’d want a piston that measures in at 4.028 to 4.0285 to achieve the recommended .0015- to .0020-inch clearance. Conversely, if you were looking for a 2618 piston for that same bore size, you’d want a piston that measures more closely to 4.025 inches. If you didn’t account for piston-to-wall clearance in those measurements, and you threw a caliper on a set of pistons at a yard sale and saw 4.025, you might pass them up thinking they weren’t the right size for your project.

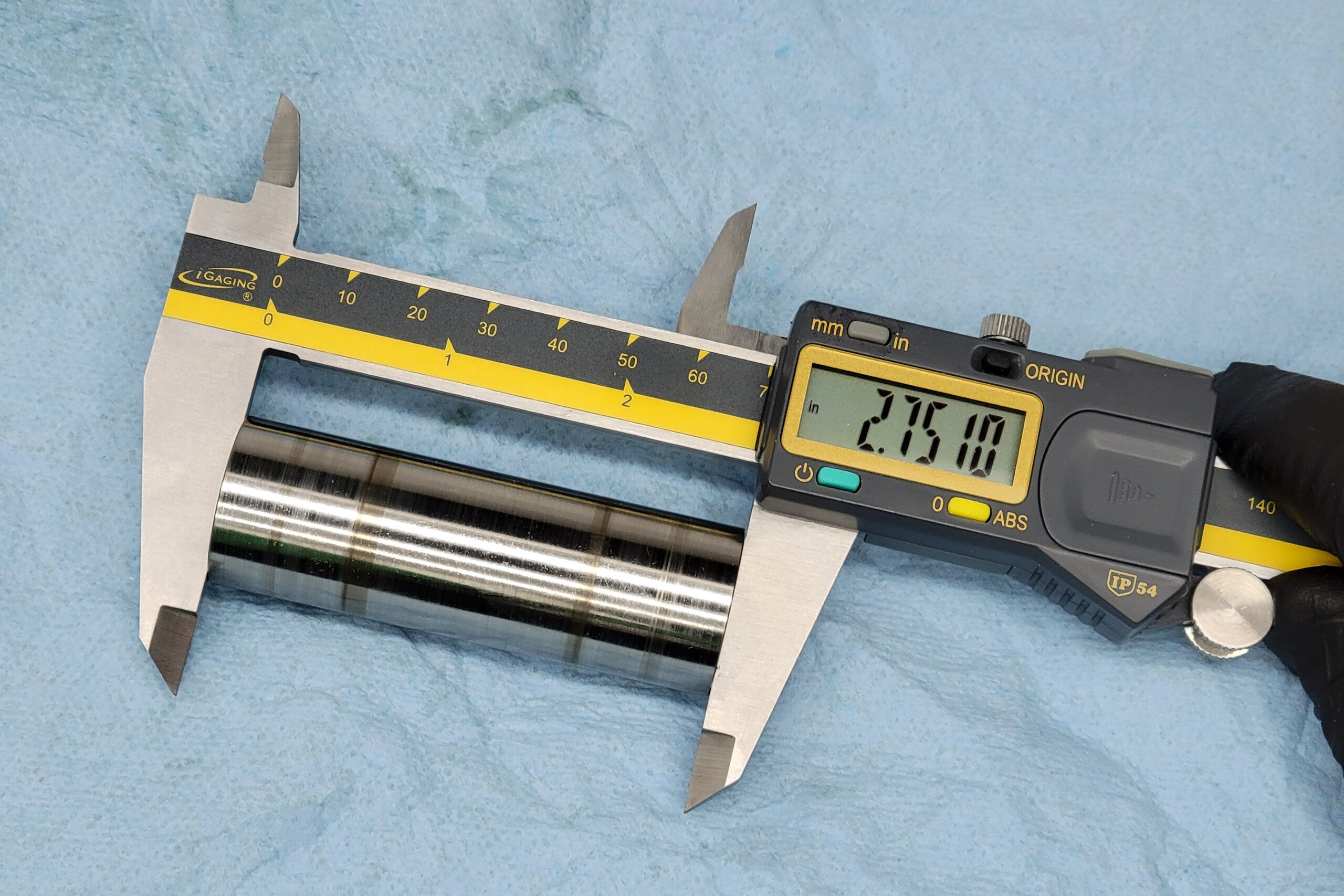
Placing the jaws at the datum point for both lines we got 4.025 inches. While that’s not accurate enough to measure piston-to-wall clearance, it’s accurate enough to say that these 2618 pistons are for a 4.030 bore.
Beyond Bore Size
The next thing to measure is the wrist pin size. Usually, piston sets will come with wrist pins, so they will be easy to rough measure – just throw a caliper on them and that will tell you what their nominal size is so that you can match them to your connecting rod. Also, look for a marking showing the wall-thickness of the wrist pin, or toss the caliper on it. That spec can be important to your build.
If the wrist pins aren’t included, you’ll want to rough measure the diameter of the wrist pin bore of the piston, again, to make sure they match your rods. If, for some reason, you are looking at wrist pins by themselves, make sure you measure the pin’s length as well, as that can vary from piston to piston, in some designs. If you need a .927-inch diameter 2.500-inch long pin, a 2.750-inch long wrist pin won’t do you much good.
Finding a part number on the wrist pin is the easiest way to identify them. However, measuring OD and length, along with wall thickness is easy enough with a set of calipers and will get you plenty close to identify them.
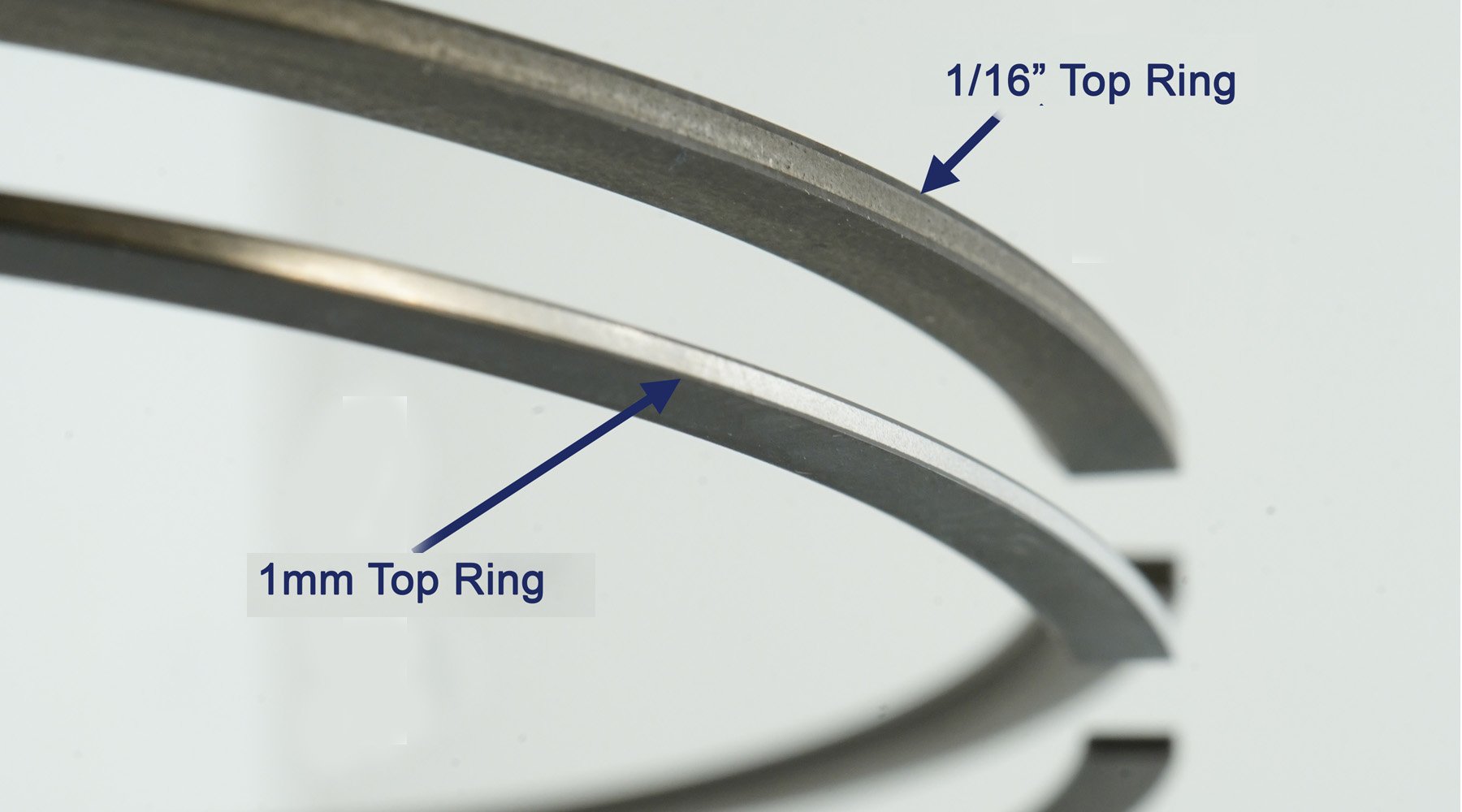
Next, we’ll need to determine the ring package. For rough measurement in a pinch, you can use the inside jaws on your caliper, but for more precise measurements, you’ll want to use pin gauges, feeler gauges, or an inside mic. Not only do you want to measure the size of the top, second, and oil ring grooves, you’ll want to measure, or at least pay attention to their spacing and location on the piston, which might be a concern for your combination.
You’ll also want to note the compression height of the piston — the distance between the center of the wrist pin bore and the crown of the piston. This measurement, combined with your crankshaft’s stroke and connecting rod length will determine the piston’s location in the bore at TDC. If you’re matching to a set of existing rods and crank, this will be incredibly important.
If you have the rings on the pistons, measuring the ring pack is straightforward (left). However, if they are bare pistons, you’ll need to measure the ring grooves themselves. Calipers will get you in the ballpark, but a set of pin gauges or feeler gauges would be much finer and could identify any wear more easily.
If you’re fitting the rest of the combo around the pistons you got for a smoking deal, you have a little more flexibility here. However, you also need to consider the application as well. If you are going to be feeding tons of boost to the engine, you don’t want a piston with an exceptionally small compression height. Conversely, if you’re looking to turn significant RPM with the engine, you don’t want a huge, heavy slug in there.
The last area you need to pay attention to is the crown of the piston. The first thing is the valve-relief arrangement. Some pistons have valve reliefs designed for the valve angles of specific cylinder heads, to the exclusion of other, potentially more standard valve layouts. The second thing to pay attention to is the dome volume. The three main configurations are flat top, dome, and dish (or reverse dome) pistons.
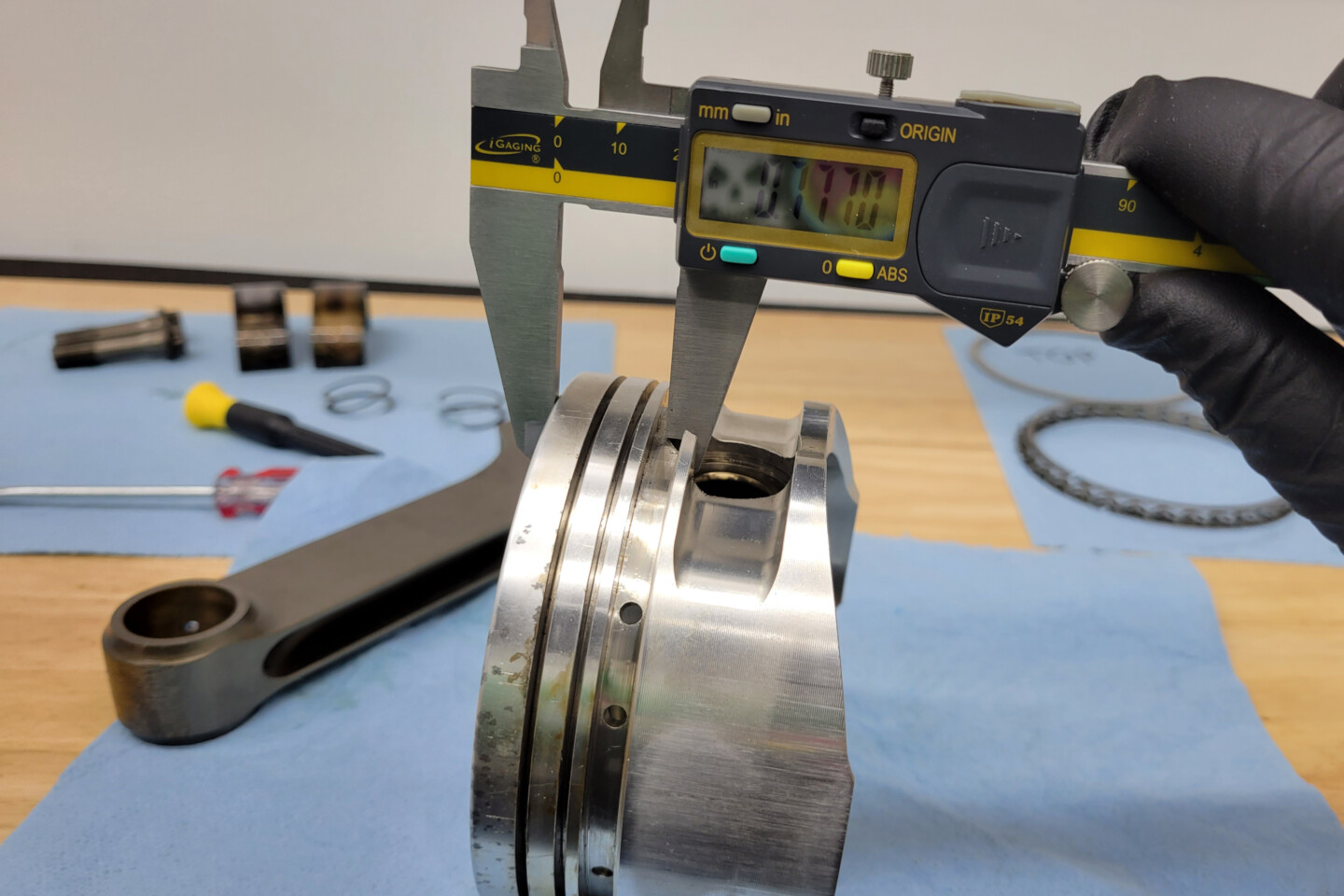
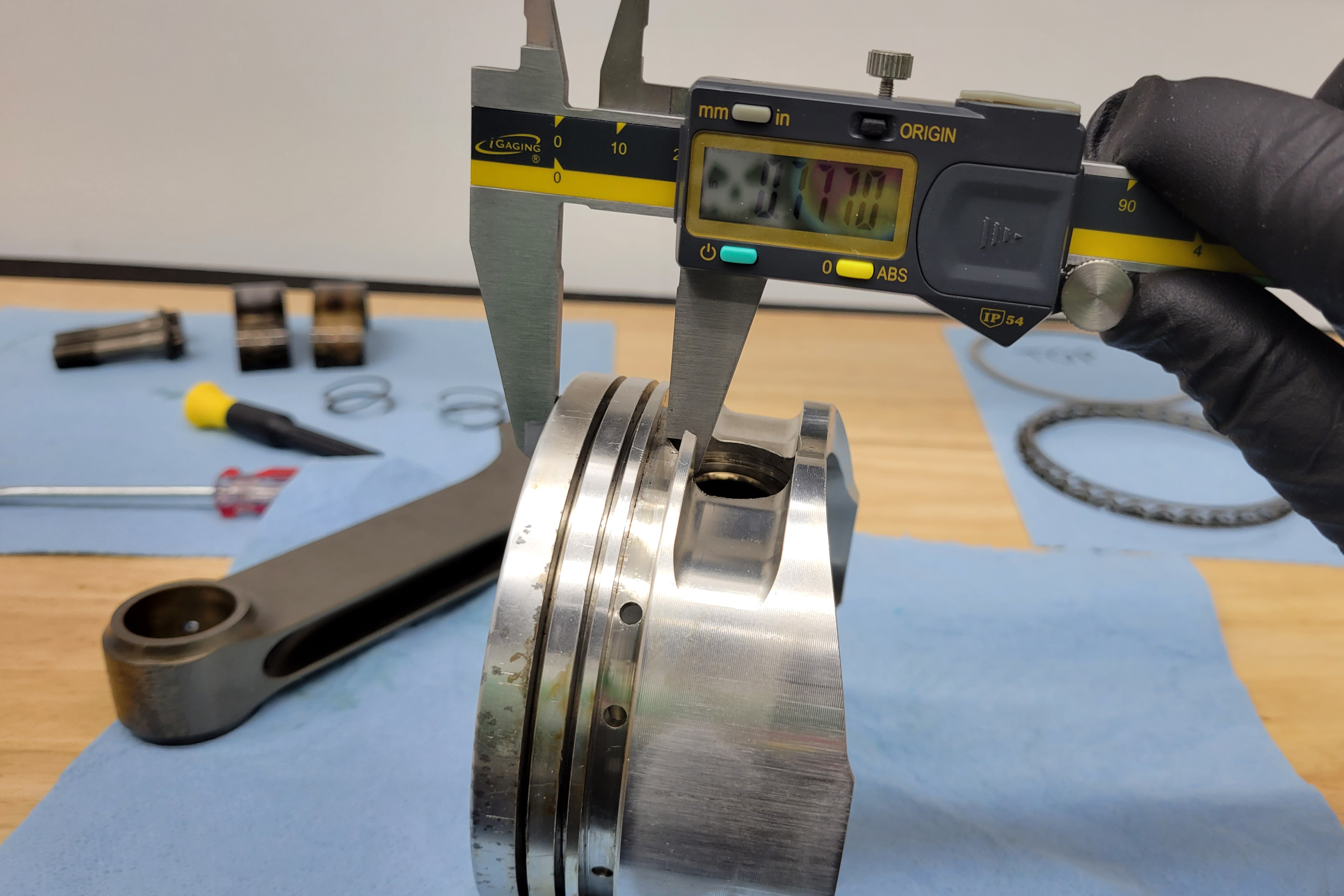
The compression height of a piston is a very important spec. By measuring from the crown to the top of the wrist pin bore, and then adding half the diameter of the wrist pin, you get the compression height. Compression height plus rod length, plus half of the crank stroke, subtracted from your block’s deck height will tell you whether the piston sits in or out of the hole.
As the name suggests, a flat top piston is flat, with a 0cc volume (you will want to account for the volume of any valve reliefs present, however). A dome piston is one that has material above the crown, designed to reduce the combustion area and raise compression. A dish piston is the opposite of a dome piston, where there is a void in the crown of the piston designed to increase the combustion volume and lower the compression ratio.
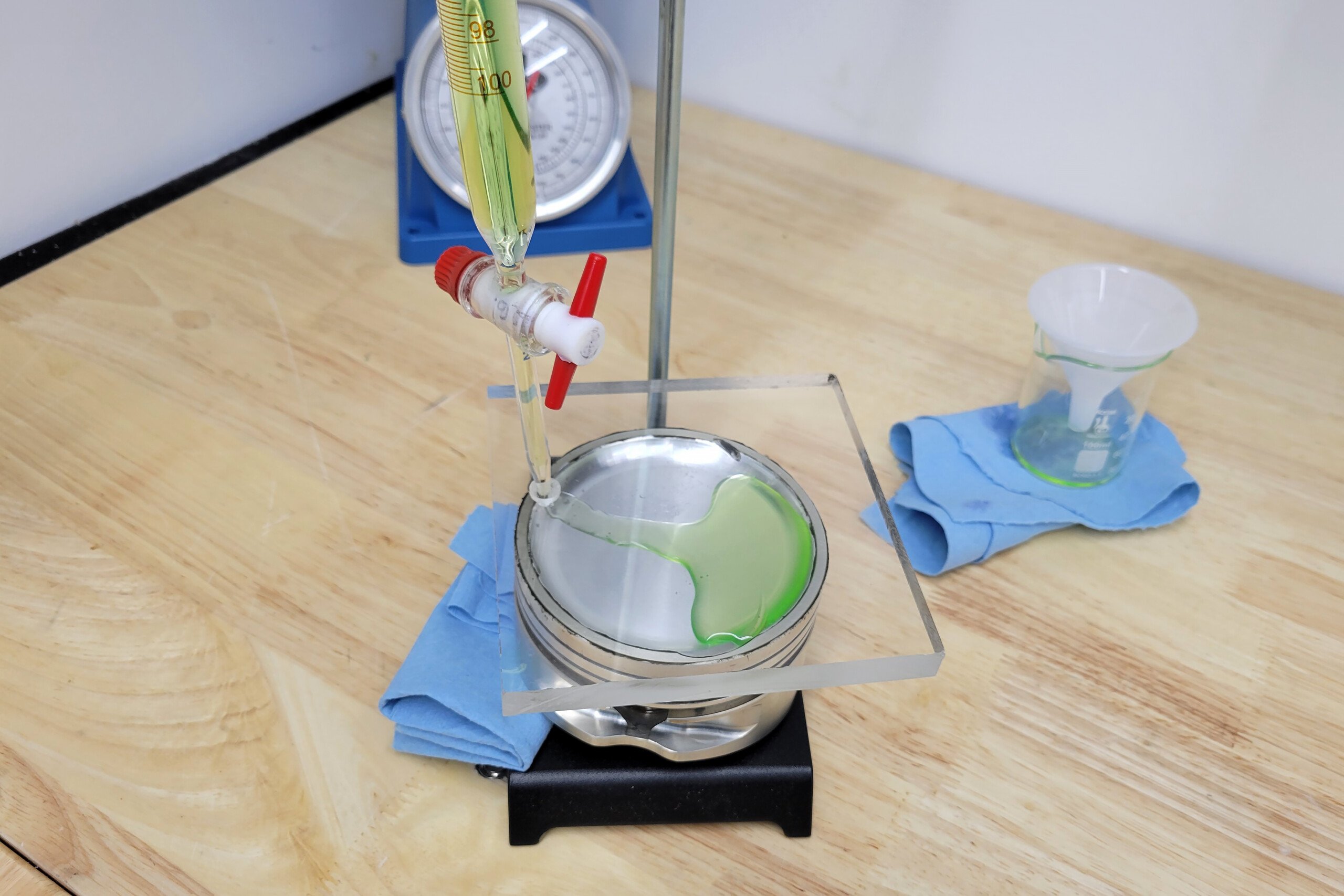
Measuring the exact dome or dish volume of a piston is important. Normally that information will be supplied by the piston manufacturer, but it can be measured at home. For a dished piston, it’s exactly the same process as CCing a cylinder head. For a dome piston, it’s the same process with a little extra math involved, where you calculate the theoretical volume of a cylinder of fluid, and then subtract the actual measured volume. The difference is the volume displaced by the piston’s dome.
CCing a dished piston was quite easy in this case, since the valve relief didn’t break the seal. Measuring dome volume is a little trickier, but very similar. This piston came out to be a 35.8cc dish. Quick math says that these components, with a 4.100-inch stroke crank, would come in right about 8.8:1 compression. Makes sense for the era this engine was originally built.
Measuring Unknown Rods
Moving on to the connecting rods, there are definitely fewer measurements to take, but they are just as crucial. You aren’t going to be able to determine the material just by looking at the rod, but you can determine what rod shape it is, as well as whether it’s a press-fit rod or has a free-floating brass bushing in it.
A rod’s length is actually a measurement from the center of the wrist pin to the center of the crank pin. In order to calculate that, you can add half of the wrist pin diameter (since we know it from above), a measurement of the rod main section (left image) and then half of the big end diameter (center image). As long as you take both the big end and body length measurements either with or without the bearing, you’ll get the right rod length. Notice in the photo on the right that there is a measurement with a bearing. That gives us the crank journal diameter.
What you can and will need to measure to identify the rod are the two holes in the rod, and the distance between them. The first two are relatively straightforward. Using the inside jaws of a caliper, you can get a fairly accurate idea of the big end (crank pin) diameter and the small end (wrist pin) diameter. The next critical component requires a little bit of math to get.
Chances are you’ll be using a six-inch caliper, which means you won’t have the reach to measure everything in one shot and that’s OK. What you will do is measure from the top of the rod journal housing to the bottom of the wrist pin hole. You will then combine that number with half of the wrist pin diameter and half of the rod journal diameter. That will give you the center-to-center length of your connecting rod.
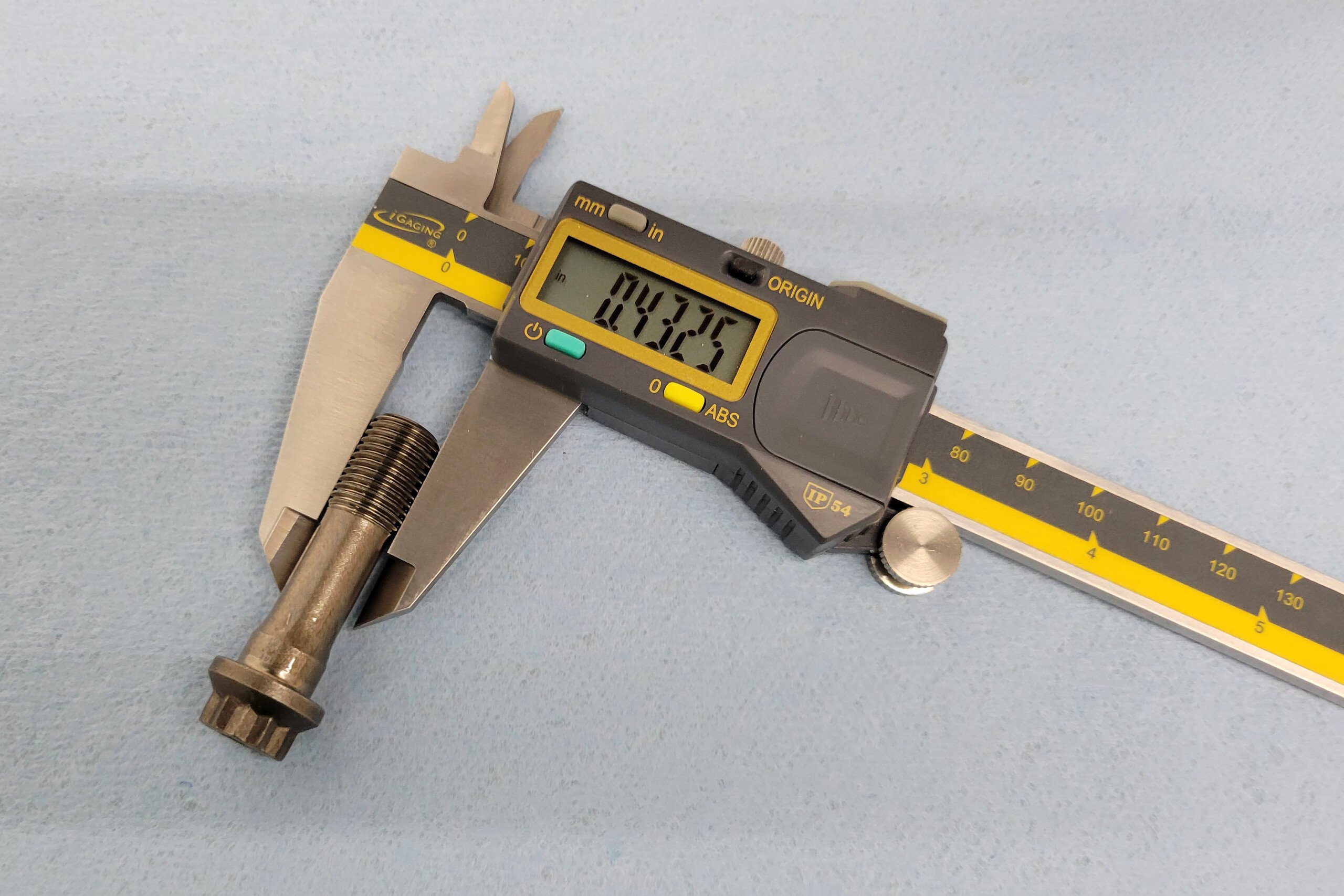
Luckily these rod bolt tell us almost everything we need to know: Bolt manufacturer, bolt material, and rod manufacturer. We still need to measure to find the bolt’s diameter.
The next parameter isn’t necessarily critical to fitment, but is important to performance, and that is rod bolt diameter. Simply put the caliper on the rod bolt and find the diameter. Seems simple, but if we didn’t include it, invariably someone would point out that we didn’t address the rod bolts.
And that’s it. With all those measurements you will be able to quantify anything without a part number, that you need to identify. However, that does bring up the point, that the first thing you should look for on the mystery parts is a manufacturer and a part or serial number. Some manufacturers will be able to give you an entire suite of data based on those numbers alone. Of course, measuring is the most accurate method, since a lot of things can happen once the parts leave the warehouse. They are used, after all.